G02/G03 Circular Interpolation
Format
- Clockwise interpolation
- G02 X_Y_Z_R_F_
- G02 X_Y_Z_I_J_K_F_
- Counterclockwise interpolation
- G03 X_Y_Z_R_F_
- G03 X_Y_Z_I_J_K_F_
Description
The commands are used to move a tool along a circular arc to the specified position at specified feed speed.
G02 denotes clockwise interpolation, while G03denotes counterclockwise interpolation.
In a program block, a circular arc path can pass across over two quadrants, or be programmed into a complete circle.
These two commands are modal in a machining program.
Circular programming can be divided into the following programming:
Radius
Format: G02/G03 X_Y_Z_R_F_
Description: the function word of radius is R. There are two types of arcs with the same start point, end point, radius and rotary direction.
- When R is positive, the radius angle is less than 180°, then an arc is smaller than or equal to a semicircle (i.e. a semicircle or a minor arc).
- When R is negative, the radius angle is greater than 180°, then an arc is larger than a semicircle (i.e. a major arc). CAUTION:
Programming through radius cannot be used for a whole circle programming, and the circle must be divided into two parts in this way.
Arc center
Format: G02/G03 X_Y_Z_I_J_K_F_
Description: arc center is specified by the function words I, J, K in programming through arc center. When I, J, K incremental mode is true, the coordinates of arc center is relative to the start point of the arc; otherwise, it is relative to the coordinates of workpiece origin. (If the coordinates of circle center is marked on a drawing, begin programming directly without calculation).
You can specify a circular interpolation plane via G17/G18/G19; the default plane in circular programming is G17 XY plane.
Helical interpolation is available by specifying another axis in a linear command at the same time to move synchronously with circular interpolation.
In helical interpolation, function word K is used to specify screw pitch thus to complete multi-turn helix.
Programming Example
Semicircle interpolation
Clockwise semicircular interpolation

Solution 1
G17 G90 X10 Y20G02 X20 Y10 I0 J-10 F300Solution 2
G17 G90 X10 Y20G02 X20 Y10 R10 F300Counterclockwise semicircular interpolation
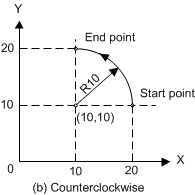
Solution 1
G17 G90 X20 Y10G03 X10 Y20 I-10 J0 F300Solution 2
G17 G90 X20 Y10G03 X10 Y20 R10 F300
Full circle interpolation
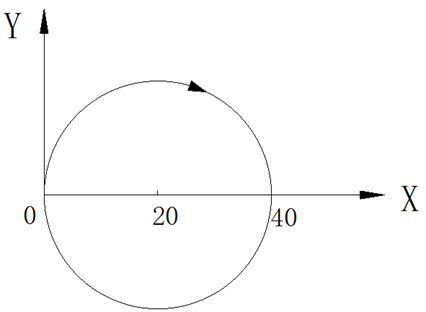
Solution 1
G00 X0 Y0G02 X0 Y0 I20 J0 F300Solution 2
G00 X0 Y0G02 X20 Y-20 R-20 F300G02 X0 Y0 R20 F300
Helical interpolation
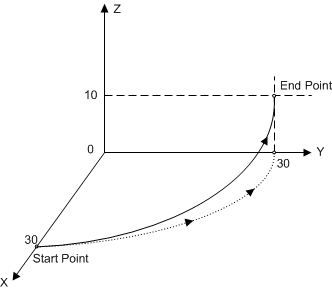
Solution 1
G00 X30 Y0G91 G17 F300G03 X-30 Y30 R30 Z10Solution 2
G00 X30 Y0G90 G17 F300G03 X0 Y30 R30 Z10