G34 Circle Drilling Cycle
Format
G34 Xx Yy Ir Jθ Kn
Description
It is used for drilling a specified number of holes of circular pattern.
- X, Y: the center of the cycle. It is influenced by G90/G91.
- I: circle radius r.
- J: θ, the included angle between X-axis and the first drilling point.
- K: number of holes, within range -9999~9999. If the number is 0, an error report will be given. If the number is greater than 0, hole drilling direction is CW. If it is less than 0, hole drilling direction is CCW.
Command G34 drills “n” evenly-spaced holes on one circle with X & Y as center and r as radius, with included angle as θ between X axis and the first hole.
The tool moves from one hole to another one at G0 speed.
Programming Example
Sketch of bolt hole circle is as follows:
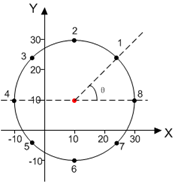
The machine tool starts drilling from position 1 to position 8.
The included angle is θ between position 1 and positive direction of X axis.
Drilling actions are specified by G81 in program block N001.
N001 G91 G81 G99 Z-5 R6 F500 K1
N002 G34 X10 Y10 I20 J45 K8