G37 Chessboard Drilling Cycle
Format
G37 Xx Yy IΔx Pnx JΔy Kny
Description
It is about chessboard hole cycle.
- X, Y: the first position to be drilled (G90/G91 is influential)
- I: hole interval in X axis
- P: number of holes in X axis
- J: hole interval in Y axis
- K: number of holes in Y axis
Command G37 drills P*K holes in XY plane with XY as start position. The space between adjacent holes is Δx in X axis, while the space in Y-axis is Δy.
The tool moves from one hole to another one at G0 speed.
Programming Example
Sketch of chess hole cycle drilling is as follows:
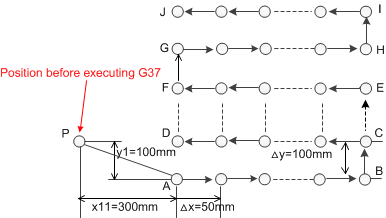
Machine tool moves from P, first to A, then drills 10 holes with hole interval as 50mm in X-axis to B, then moves 100mm in Y+ direction to C, and then drills 10 holes until to D in X axis. The rest can be done in the same manner until J is reached with 15*10 holes drilled.
Drilling actions are specified by G81 in program block N001.
N001 G91 G81 G99 Z-5 R6 F500 K1
N002 G37 X300 Y-100 I50 P10 J100 K15