G40/G41/G42 Tool Radius Compensation
Format
- G41 D_
- G42 D_
- G40
Description
- G40: cancel tool radius compensation
- G41: left tool compensation (the tool offsets radius distance on the left side of tool moving direction)
- G42: right tool compensation (the tool offsets radius distance on the right side of tool moving direction)
- D_: parameter of G41/G42, i.e. tool compensation No. (D00~D07), denotes the radius compensation value corresponding to the tool compensation list.
The switch among tool radius compensation planes must be executed when compensation is canceled.
Only command G00 or G01, instead of G02 or G03, can be used to establish and cancel tool radius compensation.
When using tool radius compensation command, the radius value must be measured accurately and then saved into the memory as the tool path offset (tool radius value). D command is used in programming to make tool offset No. correspond to tool radius value.
When G41/G42) is used, the tool will move a radius distance to the offset position. After the execution of G41/G42), the tool should be located immediately to the perpendicular position of start position of program block, and the value of moving distance depends on the offset.
The sketch of tool compensation direction is as follows:
Left compensation

Right compensation

Programming Example
The sketch of tool radius compensation is as follows:
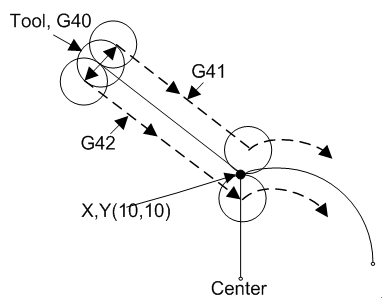
G17 G01 G41 (G42) X_ Y_ F_ D_ 'executes linear interpolation and tool radius compensation
G02 X_ Y_ I_ J_ 'circular interpolation
CAUTION:
During compensation or when compensation is canceled, the current tool moving direction cannot be opposite to the previous one.