G50/G51 Scaling Function
Format
- G51 X_Y_Z_P_
- G51 X_Y_Z_I_J_K_
Description
These commands are used to reduce or enlarge workpiece contour that is written in the machine program to scale. G51 is scaling on, while G50 is scaling off. G50 is default.
- X_Y_Z_: the center of scaling. The omitted coordinate axes will inherit the original scaling and remain the same.
- I_J_K_: the scaling of X, Y and Z axes
- P_: the scaling of all listed axes.
CAUTION:
P_ or I_J_K_ cannot appear in the same program block at the same time.
The range of scaling is 0.000001-99.999999.
For example: I0.666666 denotes that X is scaled down to 0.666666 times of the original dimension, while J3 denotes that Y is scaled up to 3 times of the original dimension.
Attention: When using the scaling command, pay attention to the following points:
- Don’t set the scale factor as 0, otherwise an alarm will appear.
- Scaling function has no effect on compensation value.
- When executing tool radius compensation C, the scaling command G51 can’t be specified.
- A canned cycle cannot be executed together with the scaling of Z-axis, otherwise an alarm will appear.
- Command G28, G29, G53, and G92 cannot be used in the execution process of scaling function, otherwise it may lead to erroneous results.
- If the program has set G51, but it has not set G50, the scaling function will be automatically closed at the end of the program.
Programming Example
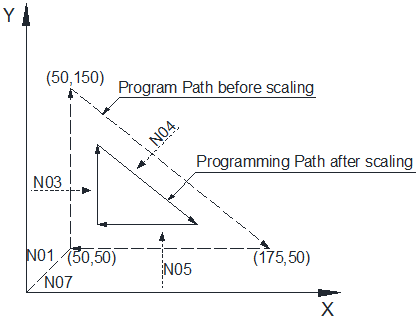
N01 G00 X50 Y50 'rapid positioning
N02 G51 X100 Y80 P0.5 'specify X100, Y80 as the scaling center, and 0.5 as scale value
N03 G01 Y150 F1000 'linear cutting with feed speed as 1000mm/min
N04 X175 Y50
N05 G90 X50
N06 G50 'scaling function off
N07 G00 X0 Y0 'return rapidly
N08 M30 'end of the program