G84 Tapping Cycle
Format
G84 X_Y_Z_R_Q_F_K_
Machining Process
Machining process of G84 is as illustrated as follows:
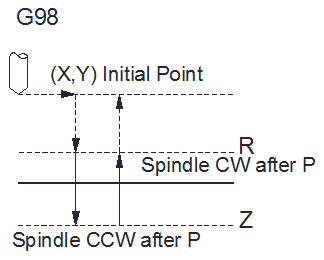
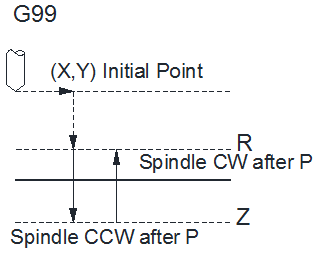
- The tool moves to the specified hole position (X, Y) at G00 speed.
- The tool goes down to the specified point R at G00 speed.
- The tool moves down to point Z at the bottom of the hole at G01 speed.
- The tool pauses for P.
- The spindle rotates CW.
- The tool returns to point R at G01 speed.
- The tool pauses for P.
- The spindle rotates CW.
- The tool returns to the initial point (G98) or point R (G99) at G00 speed.
Programming Example
F1200 S600
G90
G00 X0 Y0 Z10 'move to the initial point
G17
M03 'spindle CW on
G90 G99 'specify the coordinates of point R, point Z and hole 1, with dwell as 2s, tapping speed as 800
G84 X5 Y5 Z-10 R-5 P2000 F800
X25 'hole 2
Y25 'hole 3
G98 X5 'hole 4, and set to return to the initial point
G80
M05 'spindle stops
M02