加工操作
这部分内容介绍了与加工相关的功能及其使用方法:
执行选择加工
该操作用于实现程序的跳段执行,用户可自由选择想要加工的程序段。
按照如下步骤,执行选择加工:
按
 ,切换至 自动 模式。
,切换至 自动 模式。通过以下方式打开 选择加工 对话框:
- 按
 → C → F1 选择加工 。
→ C → F1 选择加工 。 - 按 → A → F2 选择加工 。
- 按
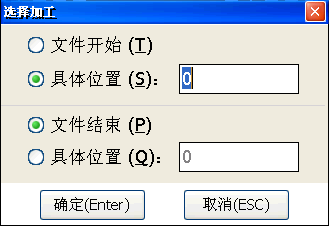
根据需求设置程序段的开始加工位置:
- 从文件头开始加工,按 T 。
- 从具体行号开始加工,按 S 并设置开始加工的行号。
根据需要设置程序段的结束加工位置:
- 加工到文件尾,按 P 。
- 加工到具体行号,按 Q 并设置结束加工的行号。
系统自动开始加工指定的程序段。
执行阵列加工
该操作用于工件批量加工时,通过设置相关参数,将同一加工程序复制出多个并有序排列,提高加工效率。
按照如下步骤,执行阵列加工:
按
 → C → F7 阵列加工 ,进入如下页面:
→ C → F7 阵列加工 ,进入如下页面: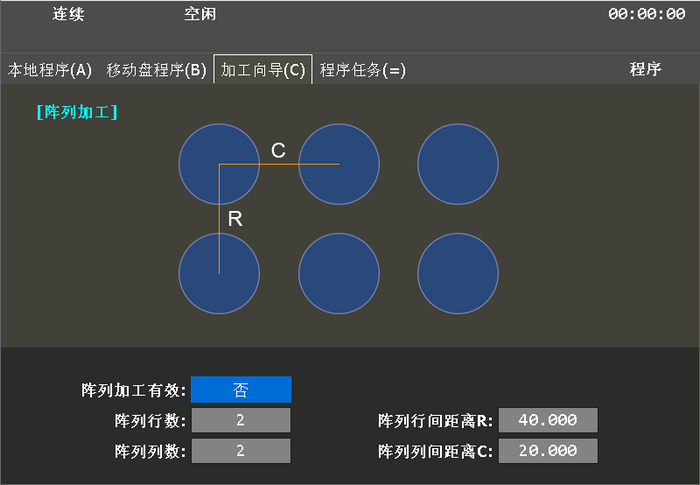
按上下左右方向键移动焦点到参数 阵列加工有效 的输入框,按 enter 并输入 1 ,使阵列加工在加工中生效。
根据加工需求和示意图,通过上下左右方向键和 enter 键,设置界面上的相关参数。
当加工开始时,会弹出是否使用阵列加工的对话框,确定使用后系统自动对载入的刀路进行阵列加工。
执行循环加工
该功能用于需多次使用同一加工文件进行加工的场景,如批量加工和精雕加工等。
执行循环加工前,需做以下操作:
按照如下步骤,执行循环加工:
按
,切换至 自动 模式。按
→ A ,切换至 坐标-自动 页面。设置参数 程序循环次数 。
在参数列表中找到并设置参数 循环加工时间间隔 。
注意:重启软软件/重载加工文件后,循环次数会清零,需重新设置。
执行仿真加工
仿真功能提供一个快速而逼真的模拟加工环境,用于在 运动轨迹 页面跟踪显示刀具的加工路径,以预先了解机床要做的运动形式和一些其它附加信息,防止因加工程序的错误而造成机床损坏。
仿真加工时系统不驱动机床做相应的机械电气动作。
按照如下步骤,执行仿真:
按
,切换至 自动 模式。按
→ B ,切换至 运动轨迹 页面。按 F1 仿真加工 ,系统自动开始仿真。
仿真过程中,可进行以下操作:
按 F3 放大视图 、 F4 缩小视图 、 F5 居中视图 ,放大/缩小/居中仿真刀路轨迹。
按 F6 清屏 ,清除仿真刀路轨迹。
按 F7 退出仿真 ,结束仿真加工。
执行用户指令
该操作用于输入并执行至多7条简单的指令,以实现快速移动,改变系统状态或进行简单加工等。
按照如下步骤,执行用户指令:
按
,切换至 自动 模式。按
 → C ,切换至 用户指令 页面:
→ C ,切换至 用户指令 页面:
. 按上下方向键,移动焦点到需要编辑或者执行的指令上。
按 Insert 键,在弹出输入框内输入指令。
通过以下方式执行指令:
- 按 Enter 键执行选中指令。
- 按 F1~F7 直接执行相对应的指令。
使用手轮引导
该操作用于在自动加工中,人为控制加工程序的自动执行速度,可以防止因装错程序或程序不合适而导致刀具损坏等情况的发生。
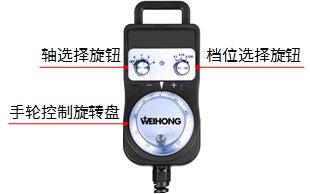
本文以维宏手轮为例进行操作说明,维宏手轮示意图如下:
连接好手轮后,按照如下步骤,使用手轮引导:
按
,切换至 自动 模式。按
→ A,切换至 坐标-自动 页面。按 F1 手轮引导 ,启用该功能。
按
 ,开始使用手轮控制加工。
,开始使用手轮控制加工。顺时针摇动 手轮控制旋转盘 执行加工程序。
加工速度随着手轮摇动速度变化而变化。
手轮停止摇动时程序停止加工,且机床在300ms内停止运动。
生成向导程序
该操作用于通过使用 加工向导 生成加工程序。
按照如下步骤,生成向导程序:
按
→ C,切换至 加工向导 页面: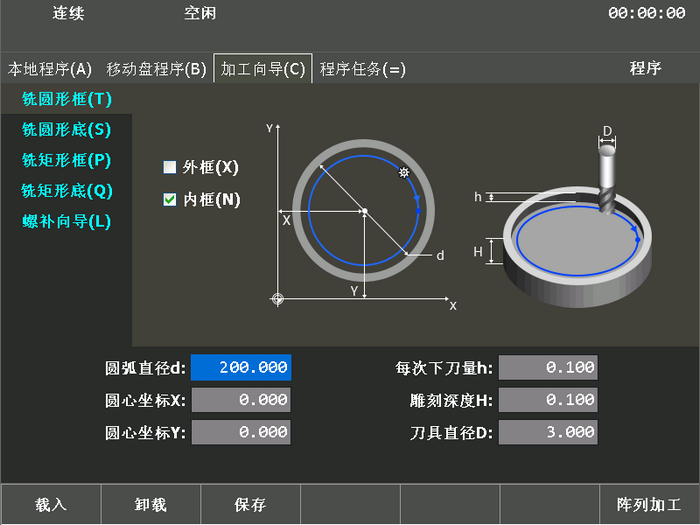
通过相应快捷键选择一种向导程序:
- T:铣圆形框
- S:铣圆形底
- P:铣矩形框
- Q:铣矩形底
- L:螺补向导
根据示意图设置相关参数。
按 F3 保存 ,系统根据所输入的数值生成对应刀路文件。
按 F1 载入 ,将生成的刀路文件载入系统,等待加工。
若需卸载该文件,按 F2 卸载 即可。
执行程序任务
该操作通过新建包含多个刀路文件的任务程序,并设置每个刀路的加工顺序、时间间隔、工件坐标系和加工次数,来实现多个刀路的串联加工。
使用 程序任务 之前,需确保本地/U盘中保存有多个刀路文件。
使用 程序任务 ,请参考以下步骤:
新建任务
按照如下步骤,新建任务:
按
→ = ,切换至 程序任务 页面: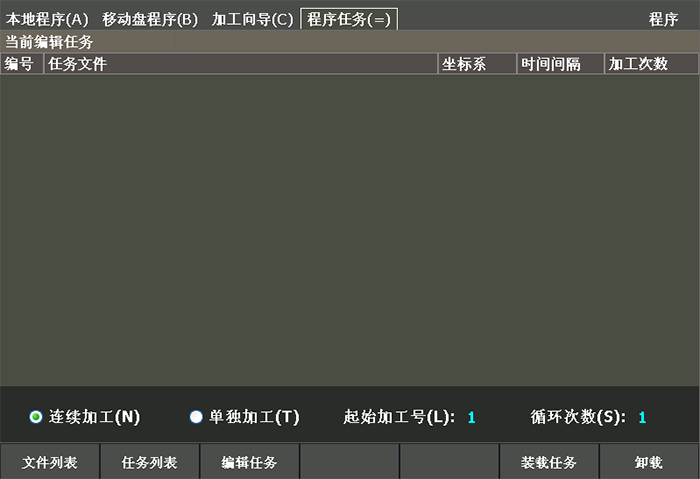
按 F2 任务列表 → F1 新建任务 ,系统自动根据列表编号生成新建任务。
可选:按 F3 重命名 修改任务名称,按 enter 键确定。
按 F6 打开任务 ,将选中任务打开以便后续编辑。
按 F7 返回 → F1 文件列表 ,进入程序列表 页面。
通过上下方向键和 enter 键选择目标文件。
按 F1 添加文件 ,将选中的文件添加到该新建任务中并保存。
编辑任务
按照如下步骤,编辑任务:
在任务文件列表中,通过上下左右方向键选择以下项,按 enter 键进行修改:
- 编号
- 任务文件
- 坐标系
- 时间间隔
- 加工次数
按 F3 编辑任务 ,通过上下方向键和 enter 键选择刀路文件以进行以下编辑:
按 F1 上移 / F2 下移 调整任务中刀路文件的加工顺序。
按 F3 删除文件 删除选中文件。
按 F6 保存 编辑后的任务。
加工任务
执行任务加工之前,需确保任务中有加工刀路。
按照如下步骤,加工任务:
设置任务的加工方式:
- 快捷键 N :连续加工
- 快捷键 T :单独加工
可选:按 L ,设置 起始加工号,进行选择加工。
可选:按 S ,设置 循环次数,进行循环加工。
按 F6 装载任务 载入任务,显示屏上方显示任务名和任务中第一个刀路文件名。
按
,开始加工任务。
根据设置的加工方式,系统自动做以下:
连续加工
按任务中的文件顺序加工。加工完一个刀路后,自动卸载当前刀路并装载下一个刀路,在等待设置的时间间隔后,继续加工下一刀路,直到所有的刀路加工完成。
单独加工
每加工完任务中的一个刀路后,自动卸载当前刀路并装载下一个刀路,而后进入暂停状态,按
继续加工下一个刀路。