执行回机械原点或设定基准
在操作机床前需执行回机械原点或设定基准,以校准坐标位置。
因编码器类型而异:
编码器类型可根据参数 编码器类型 设置。
执行回机械原点
机床的机械坐标原点即为机械原点,或称为机械零点。机床的机械坐标系是唯一的,在机床出厂时就已经确定。
回机械原点使系统的机械坐标系与机床的机械坐标系同步,因此加工前必须先回机械原点。
回机械原点前,确保驱动器及电机无故障报警。
按照以下步骤,在 NcTune 页面,执行回机械原点:
在菜单栏,点击 机床 → 回机械原点,弹出 回机械原点 对话框:
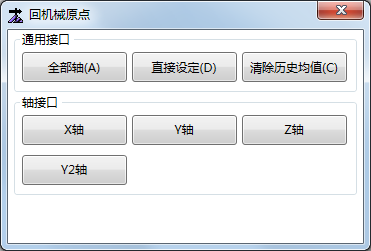
可选: 若机械原点开关位置发生变化时,点击 清除历史均值。
选择以下方式,执行回机械原点:
点击 全部轴,以先 Z 轴,后 X、Y 轴的次序自动执行回机械原点。
点击单个轴对应的按钮,对应各轴分别执行回机械原点。
若当前位置的机械坐标与机床实际的机械坐标一致,且机床未关闭过或未发生伺服报警等情况,点击 直接设定,将当前点设为机械原点。
执行回机械原点执行完毕,机床控制栏各轴坐标前出现  标识。
标识。
设定基准
绝对值编码器的电机可通过基准设置当前位置为机械原点位置。无需区分轴回原点的先后顺序,方便快捷。
第一次启用或工件坐标系发生变化时需设定基准,若遇到系统重启、断电、紧停等情况,无需重新设置,系统自动读取基准信息。
按照以下步骤,在 NcTune 页面,设定基准:
在菜单栏,点击 机床 → 基准设定。
选择以下方式,设定基准:
点击 全部轴基准设定,自动设定基准。
点击单个轴对应的按钮,对应各轴分别设定基准。
设定基准完毕,机床控制栏各轴坐标前出现 标识。