参数列表
厂商需用到的参数包括:
基本调试参数
N11000 编码器反馈功能 : 是否使用编码器反馈功能。
N11001 编码器类型 : 0:增量式编码器。1:绝对式编码器。 : 请根据各轴使用的伺服电机编码器类型设置,具体查看电机铭牌。
N16000/N16002 X/Z轴驱动器站地址 : 与驱动器站地址旋转开关设定一致。 : 每个驱动器站地址编号设定唯一,不可重复。如,X轴:1;Y轴:2;Z轴:3…… : 0为无效地址。
N16020 编码器位数 : 伺服电机编码器位数。
N74091/N74093 丝杠螺距 : 丝杠转动一圈,X/Z轴上产生的位移或角度。
N16030/N16032 电子齿轮比
: 应与驱动器参数 电子齿轮比 的设定一致。
: 分子用B表示,分母用A表示,即 B/A,公式如下:
: 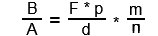 : F:编码器分辨率;p:脉冲当量;d:螺距;m/n:机械减速比
: 值大于1表示驱动器对接收到的上位机脉冲频率进行放大,值小于1则进行缩小,默认为1:1。
: 举例:
: - 若上位机输入频率100Hz,B设为1,A设为2:则伺服实际运行速度按照50Hz的脉冲进行。
: - 若上位机输入频率100Hz,B设为2,A设为1:则伺服实际运行速度按照200Hz的脉冲进行。
: F:编码器分辨率;p:脉冲当量;d:螺距;m/n:机械减速比
: 值大于1表示驱动器对接收到的上位机脉冲频率进行放大,值小于1则进行缩小,默认为1:1。
: 举例:
: - 若上位机输入频率100Hz,B设为1,A设为2:则伺服实际运行速度按照50Hz的脉冲进行。
: - 若上位机输入频率100Hz,B设为2,A设为1:则伺服实际运行速度按照200Hz的脉冲进行。
速度参数
空程设定速度 : 机床定位时的默认速度。 : 设定范围:[2500, 30000]mm/min
进给设定速度 : 机床加工时的默认速度。 : 设定范围:[300, 3000]mm/min
主轴设定速度 : 主轴的转速,应与变频器的设定一致。 : 设定范围:[0, 24000]rpm
修砂轮参数
修砂轮参数包括:
修端面参数
修整长度 : 砂轮端面需要修整的长度。
粗修次数 : 粗修砂轮的重复次数。
精修次数 : 精修砂轮的重复次数。
光修次数 : 光修砂轮的重复次数。
粗修每刀修整量 : 粗修时金钢笔沿Z方向的单次进给量。
粗修速度 : 粗修端面时Z轴的进给速度。
粗修进刀速度 : 粗修端面时X轴的进给速度。
精修每刀修整量 : 精修时金钢笔沿Z方向的单次进给量。
精修速度 : 精修端面时Z轴的进给速度。
精修进刀速度 : 精修端面时X轴的进给速度。
光修速度 : 光修端面时Z轴的进给速度。
修外圆参数
粗修速度 : 粗修外圆时Z轴的进给速度。
精修速度 : 精修外圆时Z轴的进给速度。
粗修进刀速度 : 粗修外圆时X轴的进给速度。
精修进刀速度 : 精修外圆时X轴的进给速度。
成型修精修每次切入量 : 成型修精修时金刚笔沿X方向每次的切入量。
成型修精修次数 : 成型修精修外圆的重复次数。
是否直接进行成型修
: 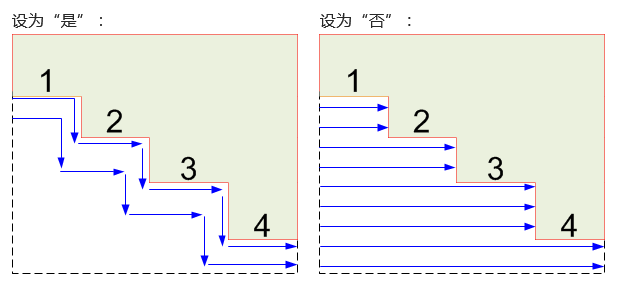 : - 若进刀量较大,建议选 否:需保证参数 粗修每刀修整量 * 粗修次数 = 相邻两档位的高度差。
: - 若进刀量较小,建议选 是:需保证参数 成型精修次数 大于2。
: - 若进刀量较大,建议选 否:需保证参数 粗修每刀修整量 * 粗修次数 = 相邻两档位的高度差。
: - 若进刀量较小,建议选 是:需保证参数 成型精修次数 大于2。
修圆角每次进刀量 : 修圆角时每次的进刀量。
补偿参数
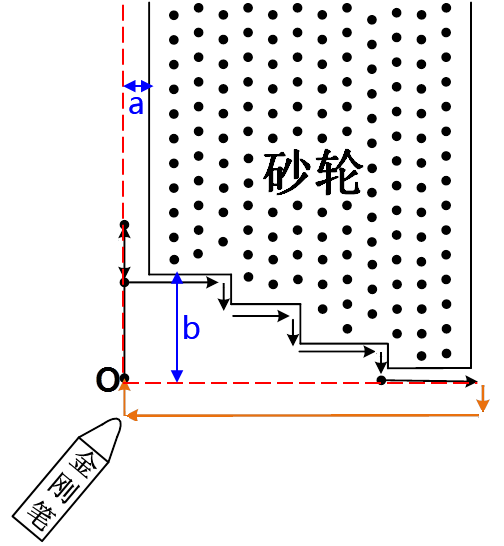
首次成型修后砂轮会变小,需通过参数 修外圆补偿量 、 修端面补偿量 ,改变金刚笔偏置,使砂轮原点位于成型完毕后砂轮圆周面与左端面交点处。
修端面补偿量 : 砂轮修端面后Z轴补偿值,如下图中“a”所示。
修外圆补偿量 : 砂轮修外圆后X轴补偿量,如下图中“b”所示。
第1至6档修外圆参数
本档位直径 : 仅用于计算本档和第一档高度差,不影响磨削量。
上位公差 : 超出砂轮直径的最大值。
下位公差 : 小于砂轮直径的最小值。
粗修次数 : 在第一档台阶上的砂轮的粗修次数。
粗修每刀修整量 : 粗修时金刚笔沿X方向的单次进给量。
修整长度、修圆角圆弧在X/Z轴映射长度
: 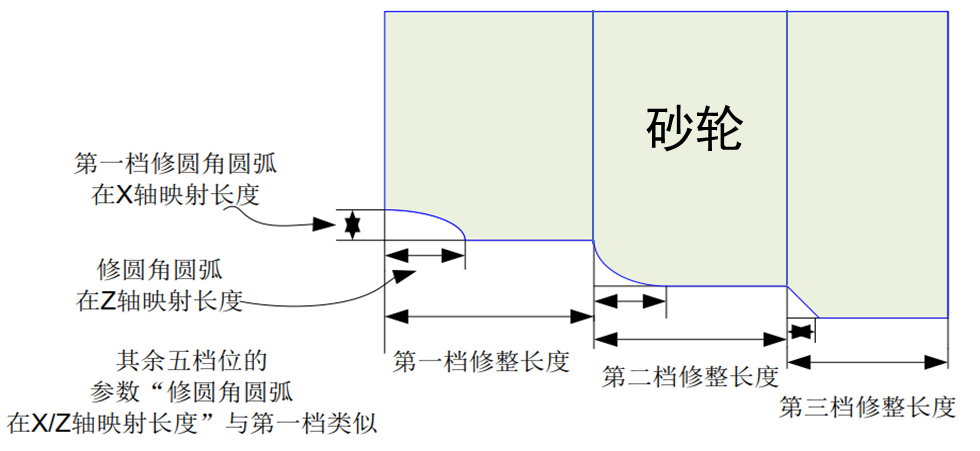
修圆角半径 : R>0表示顺时针圆弧 : R<0表示逆时针圆弧 : R=0表示直线
磨削加工参数
磨削加工参数包括:
磨削加工常用参数
后退安全位置 : 磨削结束后砂轮回退的位置。
接近工件速度 : 砂轮接近工件时的进给速度。
空行程速度 : 砂轮不接触工件时X/Z轴的运动速度。
砂轮后退延时 : 到尺寸后,量仪退出,砂轮延时磨掉量仪痕迹。
启用端面量仪 : 选择是否启用端面量仪。
是否手工编写修砂轮程序 : 特殊形状修砂轮可自行编写修砂轮程序。
此档是否磨削 : 选择在当前档位下是否开启磨削。
量仪选择 : 0:不使用。 : 1:使用。 : 3:仅光磨阶段使用。 : 当出现实际工件比标准尺寸略大时,可以返工微修,此时距离标准尺寸非常接近,可将本参数设为“3”仅检测尺寸到位信号。
工件毛坯尺寸 : 此档下的工件外圆初始尺寸(判断减速位置)。
工件标准尺寸 : 此档工件外圆的最终尺寸。
Z轴起始坐标 : 此档外圆在Z方向上的起始位置。
粗磨磨削量 : 粗磨双边的磨削量。
粗磨切入速度 : 粗磨时的砂轮进给速度。
精磨切入速度 : 精磨时的砂轮进给速度。
X回退距离 : 砂轮X轴回退的距离。
平台拖动距离 : 量仪退出后平台拖动距离。
纵磨特有参数
砂轮后退延时 : 到尺寸后,量仪退出,砂轮延时磨掉量仪痕迹。
粗磨工作台速度 : 粗磨时工作台Z轴方向移动速度。
精磨工作台速度 : 精磨时工作台Z轴方向移动速度。
光磨工作台速度 : 光磨时工作台Z轴方向移动速度。
起点停留时间 : 砂轮在起点进刀的停留时间。
终点停留时间 : 砂轮在终点进刀的停留时间。
Z轴终点坐标 : 此档外圆在Z方向上的终点位置。
是否双面进刀
:  : - 设为“是”:单面进刀,即只在头架端右面进刀。
: - 设为“否”:双面进刀,即在头架和尾夹端都进刀。
: - 设为“是”:单面进刀,即只在头架端右面进刀。
: - 设为“否”:双面进刀,即在头架和尾夹端都进刀。
粗磨次数 : 砂轮粗磨的次数。
精磨次数 : 砂轮精磨的次数。
光磨次数 : 砂轮光磨的次数。
切入磨特有参数
量仪打开工件尺寸 : 先加工到该尺寸,再打开量仪。
量仪打开后延时 : 量仪完全打开需要多久时间。
粗磨完成停留时间 : 防止粗磨阶段应力过大导致工件变形。
光磨时间 : 砂轮光磨工件的时间。
平台拖动速度 : 量仪退出后平台拖动速度。
平台拖动次数 : 量仪退出后平台拖动次数。
端面磨特有参数
接近端面时X速度 : 砂轮接近工件端面时X轴方向进给速度。
接近端面时Z速度 : 砂轮接近工件端面时Z轴方向进给速度。
外圆磨前是否进行端面磨 : 选择在外圆磨前是否进行端面磨。
外圆磨后是否进行端面磨 : 选择在外圆磨完成后是否进行端面磨。
磨端面前Z位置、磨端面时X位置、磨端面Z起始位置、端面磨后X回退距离
: 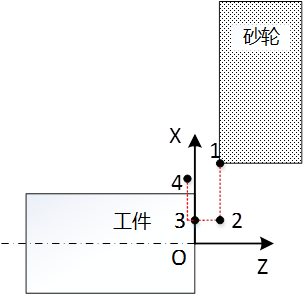 : - 1:磨端面前Z位置
: - 2:磨端面时X位置
: - 3:磨端面Z起始位置(终止位置为粗磨量)
: - 4:磨端面后X回退距离
: - 1:磨端面前Z位置
: - 2:磨端面时X位置
: - 3:磨端面Z起始位置(终止位置为粗磨量)
: - 4:磨端面后X回退距离
端面磨粗磨量 : 端面磨粗磨的磨削量。
端面磨粗磨速度 : 端面磨粗磨时的砂轮进给速度。
端面磨光磨时间 : 端面磨时砂轮光磨工件的时间。