设置工艺
本章重点介绍 NK280B外圆磨床控制系统 加工工艺及其设置方法,包括:
修砂轮
修砂轮工艺
修砂轮工艺包括:
- 修端面:支持1档修端面。
- 修外圆:支持6档修外圆,每个档位均可修砂轮圆角。
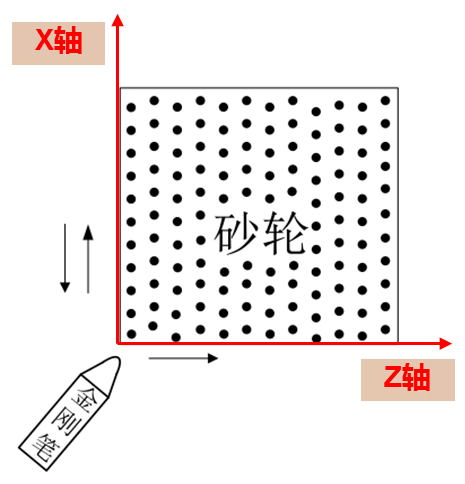
档位指将加工对象划分为多个区域进行不同的工艺设置,一般用于加工台阶轴工件,工件最大直径对应系统第1档,依次类推,如下图所示:

1档修端面
加工示意图如下:
动作流程如下:
端面粗修:
金刚笔以 粗修进刀速度 向Z轴正向移动 粗修每刀修整量 。
砂轮以 粗修速度 向X轴负向移动 修整长度距离 。
砂轮以 粗修速度 向X轴正向移动相同距离。
往复 粗修次数。
端面精修:
动作与粗修过程相同,但 精修进刀速度 及 精修速度 更慢。
精修量= 精修每刀修整量 * 精修次数 。
端面光修:
动作与粗修过程相同,但金刚笔无Z向进给,修整 光修次数 ,速度为 光修速度 。
1档修外圆
加工示意图如下:
动作流程如下:
外圆粗修:
砂轮以 粗修进刀速度 向X轴负向移动 粗修每刀修整量 。
金刚笔以 粗修速度 向Z轴正向移动 修整长度 ,之后返回。
往复 粗修次数 。
外圆精修:
动作与粗修过程相同,但 精修进刀速度 及 精修速度 更慢。
精修量= 成型修精修每次切入量 * 成型修精修次数 。
多档修外圆
以4档修外圆为例,加工示意图如下:

动作流程如下:
金刚笔快速定位至O点(砂轮原点)。
端面修整:O→A→B。
台阶修整:B→C→D……E。
金刚笔退回:E→F→G→O。
系统默认从第1档,按顺序向下面档位成型修砂轮。
设置修砂轮参数
修砂轮参数根据使用场景不同分为:
成型修参数:
指在磨削加工前,用于对新买的砂轮毛坯进行首次成型加工的参数。
需在 修砂轮程序文件 内设置,设置方法见下文。
修整参数:
指在磨削加工过程中,用于砂轮修锐与修整变形的参数。
需在 磨削加工程序文件 内设置,设置方法请参考设置磨削加工参数。
本节介绍成型修参数的设置方法,请参考以下步骤进行设置:
按
 ,进入 磨床教导 页面。
,进入 磨床教导 页面。按 F7 → 方向键 ↓ → F6 ,新建一个修砂轮程序文件。
按方向键 ↑、↓ 选中参数后,按
 ,在弹出的对话框内输入数值。
,在弹出的对话框内输入数值。参数详情请参考修砂轮参数。
按 F6 确定。
重复步骤3、4将参数全部设置完毕。
按 F6 → 自定义文件名 → F6 ,保存并命名修砂轮程序文件。
按 F7返回。
生成的修砂轮程序文件显示在 磨床教导 页面。
磨削加工
磨削工艺
磨削工艺包括:
- 纵磨:用于砂轮宽度小于加工长度时。
- 切入磨:用于砂轮宽度大于或等于加工长度时。
- 端面磨:用于端面磨加工。
举例:
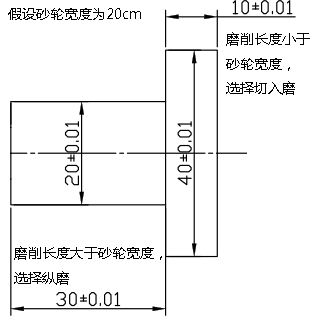
三种磨削方式加工示意图如下:
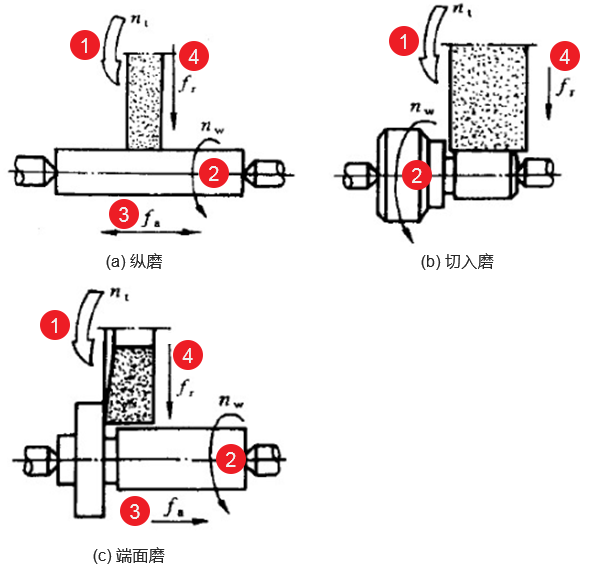
- 1:主运动
- 2:圆周进给
- 3:轴向进给
- 4:径向进给
设置磨削加工参数
厂商需根据工件图设置磨削加工参数,请参考以下步骤进行设置:
按
,进入 磨床教导 页面。按 F7 → F6 ,新建一个磨削加工程序文件。
按 F1 ~ F4 选择进入参数分区。
按方向键 ↑、↓ 选中参数后,按
,在弹出的对话框内输入数值。按 F6 确定。
待参数全部设置完毕,按 F6 → 自定义文件名 → F6 ,保存并命名修砂轮程序文件。
按 F7返回。
生成的磨削加工程序文件显示在 磨床教导 页面。