编程示例 3
根据该加工零件图编程:
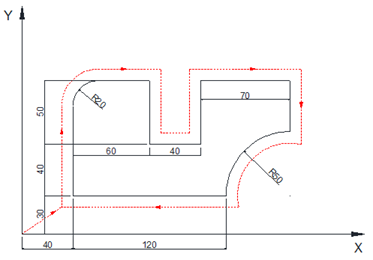
N01 G92 X0 Y0 Z0 ′建立工件坐标系
N02 G91 G41 G00 X40 Y30 D01 M03 S600 M08
′使用相对坐标,对刀具进行半径补偿,快移到X40 Y30位置,主轴以600转/分钟的速度正转,冷却泵打开
N03 G17 G01 X0 Y70 F800 ′直线插补到X40 Y100,进给速度是800mm/min
N04 G02 X20 Y20 I20 J0 ′顺圆弧插补到X60 Y120,半径20mm
N05 G01 X40 ′向X轴正向直线插补40mm
N06 Y-50 ′向Y轴反向直线插补50mm
N07 X40 ′向X轴正向直线插补40mm
N08 Y50 ′向Y轴正向直线插补50mm
N09 X70 ′向X轴正向直线插补70mm
N10 Y-40 ′向Y轴反向直线插补40mm
N11 G03 X-50 Y-50 I0 J-50 ′逆圆弧插补到X160 Y30,半径50mm
N12 G01 X-120 ′向X轴反向直线插补120mm
N13 G00 G40 X-40 Y-30 M05 M09 M30
′取消刀具半径补偿,快移到X0 Y0,主轴停,冷却泵关,程序结束并返回程序头