编程示例 5
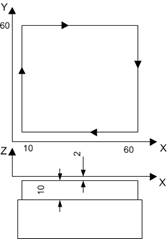
根据该加工零件图编程(Z轴每次进刀量为2mm):
N01 G92 X0 Y0 Z0 ′建立工件坐标系
N02 G91 M03 S800 M08 ′使用相对坐标,主轴以800转/分钟的速度正转,冷却泵打开
N03 G65 P9001 L6 ′调用子程序9001,重复执行6次
N04 G00 Z12 M05 M09 M30 ′快移到X0 Y0 Z0主轴停,冷却泵关,程序结束并返回程序头
O9001 ′子程序9001
N100 G00 X10 Y0 Z-2 ′快移到X10 Y0 Z-2位置,
N110 G01 Y60 F1000 ′直线插补到X10 Y60,进给速度为1000mm/min
N120 X50 ′直线插补到X60 Y60
N130 Y-50 ′直线插补到X60 Y10
N140 X-60 ′直线插补到X0 Y10
N150 G00 Y-10 ′快速移动到X0 Y0
N160 M17 ′子程序返回