G34:圆周钻孔循环
格式
G34 Xx Yy Ir Jθ Kn
描述
该组指令用于指示沿圆周一圈钻指定个数的孔。
- X、Y:圆周孔循环的中心位置,G90/91对其有影响;
- I:圆半径r;
- J:第一个钻孔点与X轴方向的夹角;
- K:钻孔的个数。必须在-9999~9999之间,如果是0将报错;如果大于零,沿顺时针方向钻孔;如果小于零,沿逆时针方向
在以X、Y为中心、以r为半径的圆周上等距钻n个孔;第一个孔位置与X轴夹角为θ。在孔之间移动时全部使用G0的速度。
编程举例
采用圆周钻孔循环加工该孔:
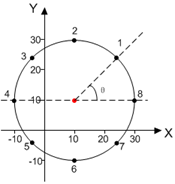
机床从位置1开始打孔,到位置8结束。位置1跟X轴正方向的夹角为θ,打孔动作由N001行程序段G81指定。
N001 G91 G81 G99 Z-5 R6 F500 K1
N002 G34 X10 Y10 I20 J45 K8