G37:棋盘孔循环
格式
G37 Xx Yy IΔx Pnx JΔy Kny
描述
棋盘孔循环。
- X、Y:开始钻孔的位置,G90/91对其有影响;
- I:X轴上的孔间距;
- P:沿X轴方向所钻孔的个数;
- J:Y轴上的孔间距;
- K:沿Y轴方向所钻孔的个数。
从(X、Y)处开始,在XY平面上钻P×K个孔。在X轴方向上,每两个孔之间的间距为Δx;在Y轴方向上,每两个孔之间的间距为Δy。在孔之间移动时全部使用G0的速度。
编程举例
采用棋盘孔循环加工该孔:
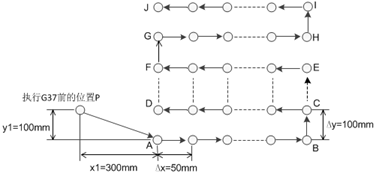
机床从开始位置P,先移动到位置A,然后沿X轴方向以间距50打10个孔到位置B,再沿Y+方向移动100到位置C,沿-X方向打10个孔到位置D,依次类推。一直到打(15×10)个孔至位置J。打孔位置由N001行G81指令定义。
N001 G91 G81 G99 Z-5 R6 F500 K1
N002 G37 X300 Y-100 I50 P10 J100 K15