G40/G41/G42:刀具半径补偿
刀具半径补偿功能即刀补功能。由于刀具有半径,所以刀具中心轨迹相对于工件轮廓偏移了一个刀具半径。编程过程中使用刀补功能,程序会按零件的几何形状自动生成正确的刀具中心路径。
格式
- G41 D_
- G42 D_
- G40
描述
- G40:取消刀具半径补偿。
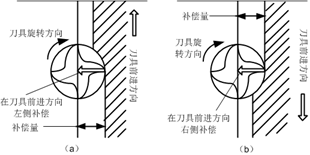
- G41:左刀补(在刀具前进方向上,刀具向左偏移一个刀具半径的距离)。
- G42:右刀补(在刀具前进方向上,刀具向右偏移一个刀具半径的距离)。
- D_:G41/G42 的参数,即刀补号码(D00~D07)。它代表了刀补表中对应的半径补偿值。
刀具半径补偿平面的切换必须在补偿取消后进行。
刀具半径补偿的建立与取消只能用G00或G01指令,不能用G02或G03。
使用刀补指令前需精确地测定刀具的半径,用测得的值作为刀具路径偏置值(刀具半径值)存贮在偏置值内存中,并且在程序中用D代码编程,使刀具偏置号和刀具半径值相对应。
当G41(G42)被指定时,刀具以等于半径的距离移动到偏置位置。在执行G41(G42)之后,刀具偏置立即定位到程序块起始的垂线位置,移动值取决于偏置值。
(a)左刀补、(b)右刀补的刀具补偿方向说明:
编程举例
刀具半径补偿说明:
G17 G01 G41(G42) X_ Y_ F_ D_ '直线插补并对刀具进行半径补偿
G02 X_ Y_ I_ J_ '圆弧插补
注意: 在刀具补偿过程和取消补偿时,当前刀具移动方向不能与之前刀具移动方向相反。