G50/G51:比例功能
对工件轮廓按比例进行放大或缩小。其中G51是比例开;G50是比例关。默认为G50。
格式
- G51 X_Y_Z_P_
- G51 X_Y_Z_I_J_K_
描述
- X_Y_Z_:指定比例中心。对于省略的坐标轴,继承原来的放大缩小比例。
- I_J_K_:分别指定X,Y,Z轴的放大或缩小比例。
- P_:同时指定所有列出的轴的缩放比例。同一程序段中P_与I_J_K_只选其一。
放大和缩小的比例范围:0.000001-99.999999。
例如:I0.666666:X缩小到原始尺寸的0.666666倍;J3:Y放大到原始尺寸的3倍。
在使用比例功能指令时,应注意如下几点:
- 不能把比例系数制定为0,否则将产生报警。
- 比例功能对补偿值无效。
- 在执行刀具半径补偿时,不能给定比例(G51)指令。
- 固定循环不能和Z轴指定的比例功能一起执行,如果执行固定循环时在Z轴上指定比例功能,将产生报警。
- 在比例功能执行过程中不能使用下列G代码:G28、G29、G53和G92。如果使用,可能会导致结果不正确。
- 若程序中设定了G51但没有G50,则在程序结束后自动关闭比例。
编程举例
比例功能用法说明:
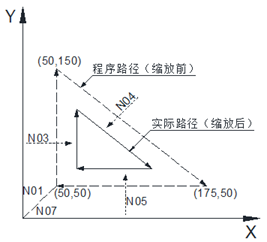
编程示例:
N01 G00 X50 Y50 '快速定位
N02 G51 X100 Y80 P0.5 '指定比例中心为(X100,Y80),缩放值为0.5
N03 G01 Y150 F1000 '直线切削,进给率为1000mm/min
N04 X175 Y50
N05 G90 X50
N06 G50 '解除比例功能
N07 G00 X0 Y0 '快速回归
N08 M30 '程序结束