G54~G59:多工件坐标系的使用
多个工件在同一设定(装卡)进行加工时,对每个工件必须使用独立的基准点。G54~G59工件坐标系就是用于这种目的。
格式
G54/G55/G56/G57/G58/G59
描述
G54~G59是系统预定的6个工件坐标系,可根据需要任意选用。
多工件坐标系选择说明:
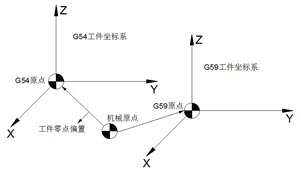
这6个预定工件坐标系的原点在机床坐标系中的值(工件零点偏置值)在参数页面中进行设置。每个基准位置确定后,数据将按相应的坐标系输入程序,系统自动记忆。
G54~G59为模态指令,可相互注销。G54为缺省值。
注意:
使用该组指令前,请先设置好各坐标系的坐标原点在机床坐标系中的坐标值。
工件坐标系一旦选定,后续程序段中绝对值编程时的指令值均为相对此工件坐标系原点的值。
编程举例
请使用工件坐标系编程。
要求刀具移动路径:当前点→A点→B点。
工件坐标系:
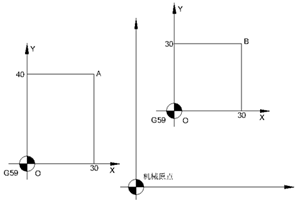
N01 G54 G00 G90 X30 Y40
N02 G59
N03 G00 X30 Y30
...