G73:高速深孔往复排屑钻
格式
G73 X_Y_Z_R_Q_F_K_
加工动作
G73加工动作说明:
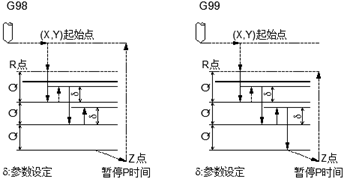
通过Z轴方向的间断进给可以比较容易地实现断屑和排屑。" δ"由参数(G73_G83退刀量)设定。
- 刀具快速定位到到待加工孔的位置(X,Y);
- 定位到设定的R点;
- 加工下降至相对于目前所钻深度一个切削量Q的深度;
- 刀具快速上升一退刀距离 (由参数"退刀量"设定);
- 重复上述钻孔动作直至到达洞底Z点;
- 刀具快速上升至起始点(G98)或R点(G99)高度。
编程举例
G73动作完整编程示例:
F1200 S600
M03 '启动钻头正转
G90
G00 X0 Y0 Z10 '移至起始点
G17
G90 G99
'设定R点、Z点和孔1的坐标,每次切削量为2.0,设定钻孔速度为800
G73 X5 Y5 Z-10 R-5 Q2 F800
X25 '孔2
Y25 '孔3
G98 X5 '孔4,且设定返回起始点
X10 Y10 Z-20 '孔5,且设定新的Z点为-20
G80
M05 '停止钻头
M02