G83:深孔往复排屑钻
83与G73略有不同的是每次刀具间歇进给后回退至R点平面。当要加工的孔较深时可采用此方式。
格式
G83 X_Y_Z_R_Q_F_K_
加工过程
G83加工动作说明:
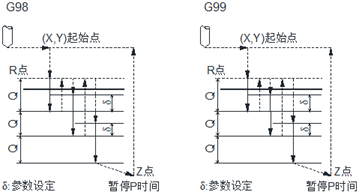
G此处的"δ"为刀具间断进给每次下降时由快进转为工进的那一点至前一次切削进给下降点之间的距离,该距离由参数"G73_G83退刀量"来设定。
- 加工开始刀具先以G00移动到指定要加工孔位置(X,Y);
- 以G00下降到设定的R点;
- 以G01下降至相对于目前所钻深度一个切削量Q的深度;
- 以G00向上升到R点;
- 以G00下降至相对于目前所钻深度上方一个退刀量 的深度(参数退刀量设定);
- 再以G01向下降到相对于目前所钻深度一个切削量Q的深度;
- 以G00向上升到工件表面R点;
- 重复上述的钻孔动作直到到达孔底Z点;
- 以G00向上升到起始点(G98)或R点(G99)高度。
编程举例
F1200 S600
M03 '启动钻头正转
G90
G00 X0 Y0 Z10 '移至起始点
G90 G99G17
'设定R点、Z点和孔1的坐标,每次切削量为3.0,切削加工速度为800
G83 X5 Y5 Z-10 R-5 Q3 F800
X25 '孔2
Y25 '孔3
G98 X5 '孔4,且设定返回起始点
G80
M05 '停止钻头
M02