G86:高速钻孔循环
格式
G86 X_Y_Z_R_F_K_
加工动作
G86的加工动作说明:
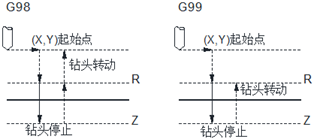
- 加工开始刀具先以G00移动到指定要加工的孔位置(X,Y);
- 以G00下降至所设定的R点;
- 以G01下降至孔底Z点;
- 钻头停止;
- 以G00上升到起始点(G98)或R点(G99)高度;
- 钻头转动。
编程举例
G86动作完整编程示例:
F1200 S600
G90
G00 X0 Y0 Z10 '移至起始点
G17
M03 '启动钻头正转
G90 G99
'设定R点、Z点和孔1的坐标,孔加工速度800
G85 X5 Y5 Z-10 R-5 F800
X25 '孔2
Y25 '孔3
G98 X5 '孔4,且设定返回起始点
G80
M05 '停止钻头
M02