G90:绝对值编程;G91:相对值编程
有两种指令控制刀具的移动:绝对值指令和增量值指令。在绝对值指令中,编程终点的坐标值;在增量值指令中,编程移动距离。
格式
- 绝对值编程:G90
- 相对值编程:G91
描述
- G90:每个编程坐标轴上的编程值是相对于当前工作坐标系原点的。
- G91:每个编程坐标轴上的编程值是相对于前一位置而言的,该值等于沿轴移动的距离。
G90、G91为模态功能,可以相互注销。G90为缺省值。
选择合适的编程方式可简化编程。当图纸尺寸由一个固定基准给定时,采用绝对值编程较为方便;而当图纸尺寸是以轮廓顶点之间的间距给出时,采用增量值编程更方便。
注意: G90、G91不能用于同一程序段中。例如:G90 G91 G0 X10 是不允许的。
编程举例
使用G90、G91编程,要求刀具由原点按顺序移动到1、2、3点。
G90、G91编程路径:
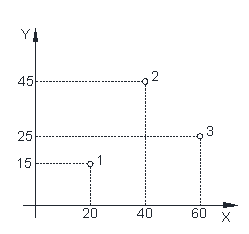
G90编程
N01 X20 Y15
N02 X40 Y45
N03 X60 Y25
G91编程
N01 X20 Y15
N02 X20 Y30
N03 X20 Y-20