编程常用术语
插补
加工时刀具沿构成工件形状的直线和圆弧移动,这种功能称为插补功能。
进给功能
为切削工件,刀具以指定速度移动称为进给。而指定进给速度的功能称为进给功能。
G94 和G95均为进给率。G94指每分钟进给;G95指每转进给。G94是模态代码,一旦G94被指定,在G95指定前它将一直保持有效。在电源接通时,设置为每分进给方式。
工件坐标系
包括零件图纸上的工件坐标系和 CNC 系统指定的工件坐标系。为了正确地把工件加工成图纸指定的形状,两个坐标系必须设在同一位置。
机床坐标系
固定于机床上,以机床零点为基准的笛卡尔坐标系。
绝对值指令
每个编程坐标轴上的编程值为相对于当前工件坐标系原点的数值。
增量值指令
指令刀具从前一个位置移动到下一个位置的位移量。
切削速度
切削工件时刀具相对于工件的速度称为切削速度。
刀具功能
给每把刀具赋给一个编号,在程序中指令不同的编号时,就选择相应的刀具。当把某一把刀具放在ATC 的某号位时,通过指令Txx 可以选择这把刀具。该功能称为刀具功能。
辅助功能
指令机床部件的启停操作的功能称为辅助功能。
程序暂停
程序段的所有命令执行完后,删除主轴功能和其他功能,并终止其后的数据处理的辅助功能。
准备功能
使机床或控制系统建立加工功能方式的命令。
程序结构
为运行机床而送到 CNC 的一组指令称为程序。按照指定的指令,刀具沿着直线或圆弧移动,主轴电机按照指令旋转或停止。一组单步的顺序指令称为程序段。程序是由一系列加工的单组程序段组成的。用于区分每个程序段的号码称为顺序号,用于区分每个程序的号码称为程序号。程序段结构说明: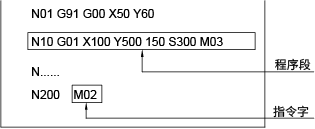
主程序和子程序
当在程序中多次出现相同的加工模式时,可把这个模式编成一个程序。该程序称为子程序。原来的程序称为主程序。
刀具长度补偿功能
通常加工一个零件要用多把刀,而刀具有不同的长度。因此,为避免根据使用的刀具去更换程序,应预先测量每把使用的刀具的长度,并在CNC 中设定标准刀具的长度和每把刀具的长度之间的差。这样,即使改变刀具,也无需更换程序便可实现加工。该功能称为刀具长度补偿。
刀具半径补偿功能
数控装置使刀具中心偏移零件轮廓一个指定的刀具半径值。根据标准,当刀具中心轨迹在程序加工前进方向的右侧时,称为右刀具半径补偿;反之为左刀具半径补偿。
行程
在机床每个轴的两端装有限位开关,以防止刀具移出端点之外。刀具能移动的范围称为行程。除了用限位开关设定行程之外,还可用存储器中的程序或数据规定刀具不能进入的区域。该功能称为行程检测。
机床坐标轴
基本坐标轴
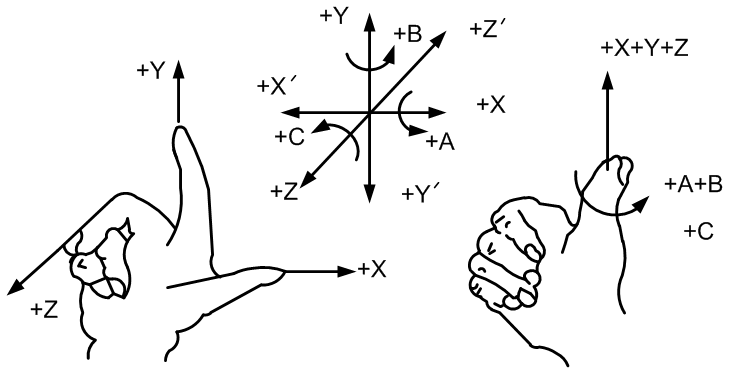
规定直线进给坐标轴用X Y Z表示,常称基本坐标轴。X Y Z坐标轴的相互关系用右手定则决定,大拇指的指向为X轴的正方向,食指指向为Y轴的正方向,中指指向为Z轴的正方向。右手定则与机床坐标轴关系说明:
旋转坐标轴
围绕X Y Z轴旋转的圆周进给坐标轴分别用A B C表示,根据右手螺旋定则,如上图所示,以大拇指指向+X +Y +Z方向,则食指中指等的指向是圆周进给运动的+A +B +C方向。
数控机床的进给运动有的由主轴带动刀具运动来实现,有的由工作台带着工件运动来实现。上述坐标轴正方向是假定工件不动,刀具相对于工件做进给运动的方向。如果是工件移动,则用加“′”的字母表示,按相对运动的关系工件运动的正方向恰好与刀具运动的正方向相反,即有:
+X =﹣X′ ; +Y =﹣Y′ ; +Z =﹣Z′
+A =﹣A′ ; +B =﹣B′ ; +C =﹣C′
同样两者运动的负方向也彼此相反。
机床坐标轴方向规定
机床坐标轴的方向取决于机床的类型和各组成部分的布局,对铣床而言:
Z:Z轴与主轴轴线重合,刀具远离工件的方向为正方向(+Z);
X:X轴垂直于Z轴,并平行于工件的装卡面,如果为单立柱铣床,面对刀具主轴向立柱方向看,其右运动的方向为X轴的正方向(+X);
Y:Y轴与X轴和Z轴一起构成遵循右手定则的坐标系统。
机床零点
也称为机床坐标系的原点或机床原点。在机床经过设计、制造和调整后,这个原点便被确定下来,它是固定的点。数控装置上电时并不知道机床零点,每个坐标轴的机械行程是由最大和最小限位开关来限定的。
机床参考点
为了正确地在机床工作时建立机床坐标系,通常在每个坐标轴的移动范围内设置一个机床参考点(测量起点),机床起动时,通常要进行机动或手动回参考点,以建立机床坐标系。机床参考点可以与机床零点重合,也可以不重合,通过参数指定机床参考点到机床零点的距离。机床回到了参考点位置,也就知道了该坐标轴的零点位置,找到所有坐标轴的参考点,CNC就建立起了机床坐标系。机床坐标轴的行程范围是由制造商定义,机床坐标轴的有效行程范围是由软件限位来限定的。机床零点(OM)、机床参考点(Om)、机床坐标轴的机械行程及有效行程的关系说明: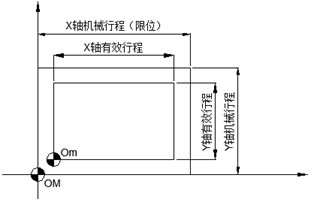
顺时针圆弧
刀具参考点围绕轨迹中心,按负角度方向旋转所形成的轨迹。
逆时针圆弧
刀具参考点围绕轨迹中心,按正角度方向旋转所形成的轨迹。
主轴速度功能
定义主轴速度技术规范的命令。
进给保持
在加工程序执行期问,暂时中断进给的功能。
刀具轨迹
切削刀具上规定点所走过的轨迹。
零点偏置
在编程过程进行编程坐标系(工件坐标系)的平移变换,使编程坐标系的零点偏移到新的位置。
固定循环
数控铣床配备的固定循环功能,使用一个程序段就可以完成一个或一系列孔加工的全部动作,多用于孔加工,包括钻孔、镗孔、攻丝等。
倍率
使操作者在加工期间能够修改速度的编程值(例如,进给率、主轴转速等)的手工控制功能。