回机械原点
用于加工前调整坐标位置。
根据编码器类型以及是否启用编码器反馈功能,分为:
增量式回机械原点:适用于增量式编码器。
绝对式设定基准:适用于绝对式编码器。
按  → G → F2,输入制造商密码并按 F1 选择操作参数分类,在 机床控制参数 页面设置参数 11001 编码器类型。
→ G → F2,输入制造商密码并按 F1 选择操作参数分类,在 机床控制参数 页面设置参数 11001 编码器类型。
增量式回机械原点
机床坐标系是机床固有的坐标系,机床坐标系的原点也称为机械原点或机械零点。在机床出厂前经过设计制造和调试调整后,这个原点便被确定下来。该操作用于运动机床,回到该原点。
增量式回机械原点前,确保:
使用的编码器为增量式编码器。
系统参数 11001 编码器类型 设置为 0。
按照以下步骤,增量式回机械原点:
在 参考点 模式下,按
 → F,进入 坐标-参考点 页面:
→ F,进入 坐标-参考点 页面: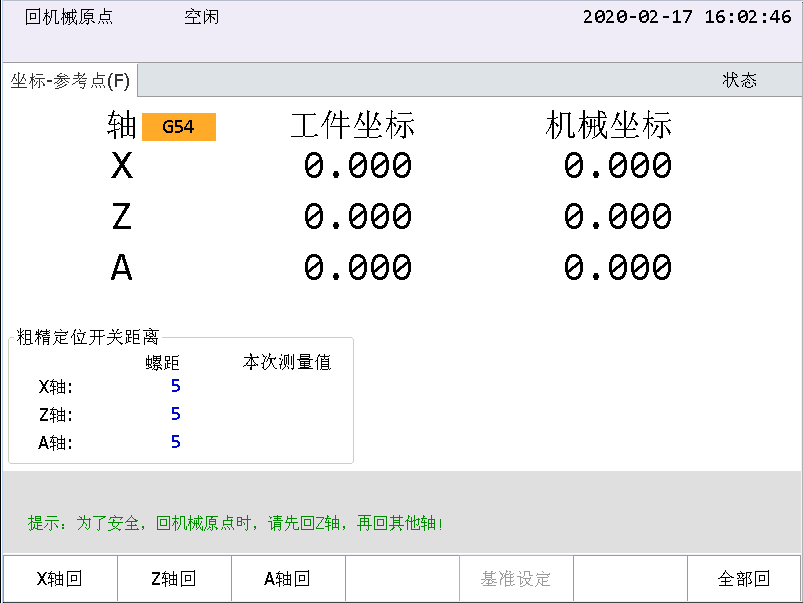
选择相应的轴回机械原点。
F1:X 轴回机械原点。
F2:Z 轴回机械原点。
F3:A 轴回机械原点。
F7:Z 轴回机械原点后,其余轴同时回。
出于安全,建议先回 Z 轴,再回 X 轴和 A 轴。
回机械原点后,对应的轴名称前出现  的标志。
的标志。
绝对式设定基准
该操作用于设定编码器的零点,该零点也被称为基准。该操作下,无需区分轴回原点的先后顺序,且在保存或导出基准设置后,遇到软件重启或更新、断电、紧停等情况无需重复,可减少繁琐过程,节约时间。
绝对式回机械原点前,确保:
使用的控制系统为总线控制系统,且参数 11600 控制系统类型 设置为 1。
使用的编码器为绝对式编码器。
系统参数 11001 编码器类型 设置为 1。
维智驱动器参数 Pr015 设置为 0。
以X轴为例,按照以下步骤,绝对式设定基准:
手动移动 X 轴至机床某个固定位置。
在 参考点 模式下,按
→ F → F5,验证权限后,进入 基准设定 页面: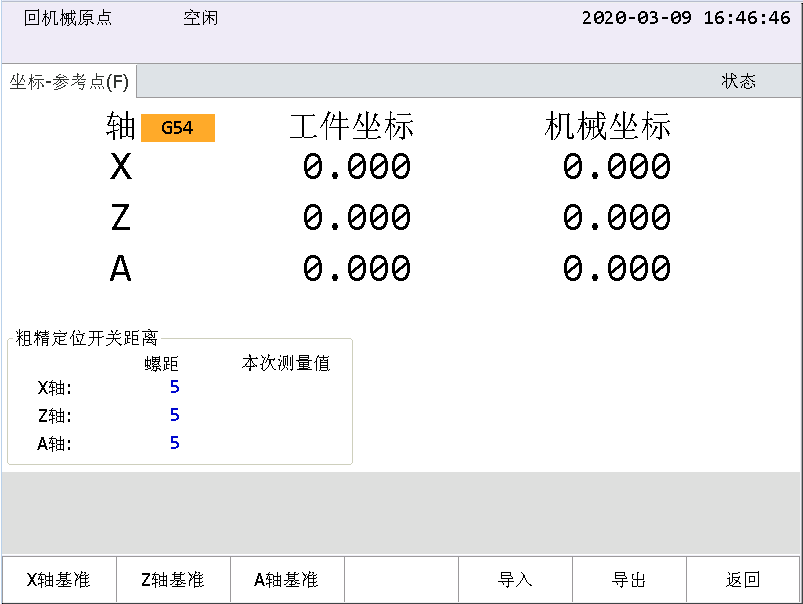
按 F1,设定 X 轴基准。
系统读取并记录X轴机械坐标,设定后 X 轴名称前出现 的标志,基准设定成功。
重启软件,使设定生效。
为避免软件更新后之前设定的基准信息丢失需要重新设定基准,按 F6,将设定的基准导出至 U 盘根目录。
更新软件后,按 F5,将保存好的基准数据导入至软件中。
注意: 由于时序问题,软件读取绝对值需花费一定时间,基准设定时界面会出现卡顿,请耐心等待。