设置机械参数
设置正确的机械参数用来确保机床运行的方向、速度等与控制方向、速度等一致,避免机床在运动时,因轴方向、速度等与预期不一致造成机床损坏或出现意外情况。
操作步骤:
在主页面,按下 参数 辅助功能键,进入 参数 页面。
按下数字 5 ,进入 机械参数 页面,如下图所示:
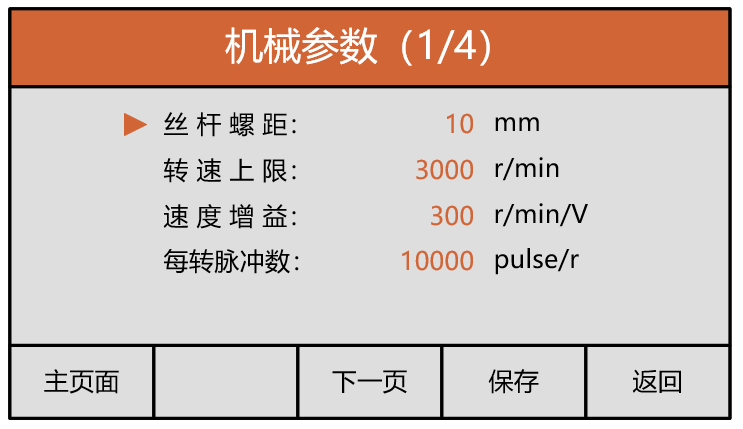
通过按下方向键移动光标,选择参数。各机械参数的说明参见机械参数说明。
通过按下数字键盘与退格键,设置参数。
参数设置完成后,按下 保存 辅助功能键,进行参数保存。
说明
当页参数设置完成后,如果不保存,直接按下 下一页 或上一页 辅助功能键,则当页设置的参数自动恢复到原来的值。
按下 下一页 辅助功能键,进入 机械参数 的下一页面,重复步骤3 ~ 步骤5设置参数。
机械参数说明
本节详细介绍机械相关参数的含义。
丝杆螺距
使用的传动机构每转行程,如丝杆,则为丝杆螺距(导程)。 理论上,相同转速情况下,使用的丝杆导程越大,轴运动的速度越快。 推荐使用5mm~10mm导程的滚珠丝杆。
转速上限
伺服电机允许的转速上限,根据电机及负载的特性进行设置,一般不超过3000r/min。
速度增益
每伏电压对应的实际转速。需要与驱动器中设置的参数一致。一般情况下该值为300~500r/min/V。
每转脉冲数
伺服电机每转编码器反馈的脉冲数量。需要与驱动器中的 电机每旋转1圈的反馈脉冲数 保持对应关系。
说明
每转脉冲数和螺距需要满足公式:
脉冲当量=螺距*1000/每转脉冲数,能整除到小数点后1位才能保证速度正确。 示例:当前螺距为10mm情况下每转脉冲数应该设置为10000,20000,50000,100000才能保证速度正常。伺服方向
伺服电机的旋转方向。
编码器方向
编码器脉冲反馈的方向。
松抱闸延时
随动控制器给伺服使能信号后,延时松开抱闸的时间。
IO端口控制模式
关跟随不上抬:跟随使能输入端口无效后关闭跟随,但不上抬,需要回停靠点输入端口有效后才上抬。
关跟随上抬:跟随使能输入端口有效则开跟随,无效则关跟随,如果没有执行 回原点 操作,则上抬安全高度。上抬安全高度的参数在 随动参数 中进行设置。
关闭IO端口控制:IO控制功能关闭(无法通过IO端口控制随动控制器进行运动,如开跟随、回停靠点等)。
说明
该参数只在IO端口控制模式时有效。 通过通讯控制关跟随时,均默认关跟随回停靠点,与本参数的设定值无关。
伺服类型分类
不同的伺服,零速钳位的控制逻辑、输入输出信号的逻辑及系统控制参数均不同,所以需要设置对应的伺服类型。
- 0:松下、三菱系列的伺服。
- 1:安川、台达、维智系列的伺服。
- 2:东元系列的伺服。
限位输入软件逻辑
限位输入端口(IN5~IN6)的软件逻辑(常开/常闭)
常闭(NC):在硬件无信号时,软件判断为有效。
常开(NO):在硬件有信号时,软件判断为有效。
通用输入软件逻辑
通用输入端口(IN1~IN4、IN7~IN8)的软件逻辑(常开/常闭)
常闭(NC):在硬件无信号时,软件判断为有效。
常开(NO):在硬件有信号时,软件判断为有效。
端口输入硬件逻辑
输入端口的有效电平逻辑(高电平/低电平)
高电平:当输入接口输入高电平时,认为硬件有效。
低电平:当输入接口输入低电平时,认为硬件有效。