设置参数
在主页面,按下 参数 辅助功能键,进入 参数 页面,如下图所示:
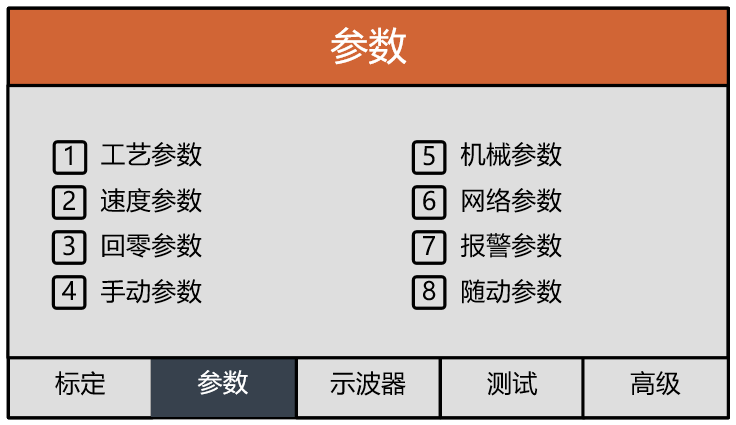
在 参数 页面,可设置以下参数:
设置工艺参数
本节介绍设置工艺参数的步骤,设置跟随模式的步骤参见设置跟随模式。
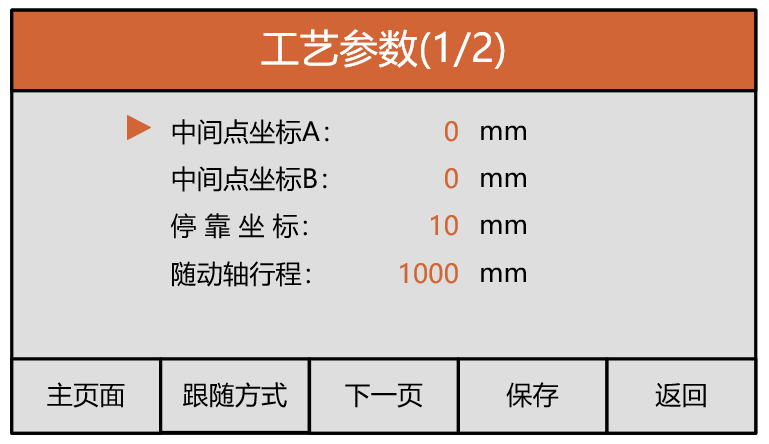
在 工艺参数 页面,可设置参数及说明:
| 参数名称 | 说明 |
|---|---|
| 中间点坐标A | 随动轴行程内的中间点坐标A,在主界面按下“←”可以立即运动到该坐标。 |
| 中间点坐标B | 随动轴行程内的中间点坐标B,在主界面按下“→”可以立即运动到该坐标。 |
| 停靠坐标 | 关闭跟随后,切割头上抬停靠的目标位置坐标。 |
| 随动轴行程 | 随动轴的行程。在打开软限位的情况下,运行中超出该行程,立即停止,并产生报警软限位报警。 |
| R角补偿使能 | R角补偿功能的开关。 |
| R角补偿高度 | 启用R角补偿后,进行R角补偿的高度值。 |
| R角补偿方向 | 0 正向:按R角补偿高度远离板材;1 负向:按R角补偿高度靠近板材。 |
| 寻边增益 | VT1000在进行寻边操作时的增益值。 |
| 寻边检测阈值 | VT1000检测寻边的高度阈值,与寻边的检测灵敏度有关。 |
| 寻边滤波时间 | VT1000检测寻边的时间阈值,与寻边的检测灵敏度有关。 |
| 寻边输出延时 | VT1000检测到寻边信号后输出对应信号的时长。 |
操作步骤:
在主页面,按下 参数 辅助功能键,进入 参数 页面。
按下数字 1 ,进入 工艺参数 页面,如下图所示:
通过按下方向键移动光标,选择参数。
通过按下数字键盘与退格键,设置参数。
参数设置完成后,按下 保存 辅助功能键,进行参数保存。
设置跟随模式
在 工艺参数 页面,还可以设置跟随模式。
操作步骤:
在 工艺参数 页面,按下 跟随模式 辅助功能键,进入 跟随模式设定 页面,如下图所示:
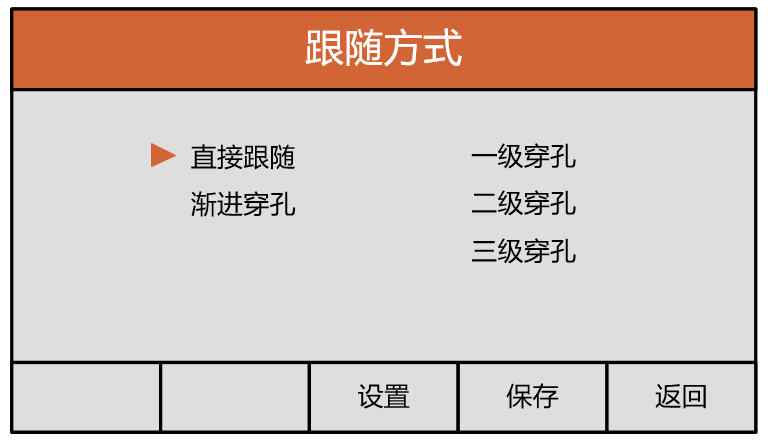
跟随模式设定 页面的跟随模式含义参见 跟随模式参数说明。
通过按下方向键移动光标,选择跟随模式,按下 设置 辅助功能键,进入设置参数页面。
说明
除了 直接跟随 模式外,其它的跟随模式需要设置对应的工艺参数。
设置参数信息,参数信息说明参见跟随模式参数说明。
参数设置完成后,按下 保存 辅助功能键,进行跟随模式的保存。
跟随模式说明
直接跟随:
直接控制切割头的运动到设定的跟随高度并处于跟随状态。
一级穿孔:
a. 控制切割头的运动到 一级穿孔高度 ,输出穿孔到位信号,并保持 一级穿孔延时 的时间。
b. 控制切割头的运动到设定的跟随高度并保持跟随状态。
二级穿孔:
a. 先控制切割头的运动到 二级穿孔高度 ,输出穿孔到位信号,并保持 二级穿孔延时 的时间。
b. 控制切割头的运动到 一级穿孔高度 ,输出穿孔到位信号,并保持 一级穿孔延时 的时间。
c. 控制切割头的运动到设定的跟随高度并保持跟随状态。
三级穿孔
a. 先控制切割头的运动到 三级穿孔高度 ,输出穿孔到位信号,并保持 三级穿孔延时 的时间。
b. 控制切割头的运动到 二级穿孔高度 ,输出穿孔到位信号,并保持 二级穿孔延时 的时间。
c. 控制切割头的运动到 一级穿孔高度 ,输出穿孔到位信号,并保持 一级穿孔延时 的时间。
d. 控制切割头的运动到设定的跟随高度并保持跟随状态。
各种跟随模式涉及的参数及说明如下表所示:
| 参数名称 | 说明 |
|---|---|
| X 级穿孔高度 | X 级穿孔专用参数。X 级穿孔高度。 |
| X 级穿孔延时 | X 级穿孔专用参数。X 级穿孔高度需要保持的时间。 |
| X 级信号延时 | X 级穿孔专用参数。在到达X 级穿孔高度后,输出到位信号的持续时间(该信号延时的时间小于对应的穿孔延时)。 |
设置速度参数
在 速度参数 页面,可设置参数及说明:
| 参数名称 | 说明 |
|---|---|
| 跟随速度 | 切割头在随动和上抬时运动的最大速度。 |
| 跟随加速度 | 切割头在随动和上抬时运动的最大加速度。 |
| 定位速度 | 切割头的运动到固定点A、B或回停靠的最大速度。 |
操作步骤:
在主页面,按下 参数 辅助功能键,进入 参数 页面。
按下数字 2 ,进入 速度参数 页面,如下图所示:

通过按下方向键移动光标,选择参数。
通过按下数字键盘与退格键,设置参数。
参数设置完成后,按下 保存 辅助功能键,进行参数保存。
设置回零参数
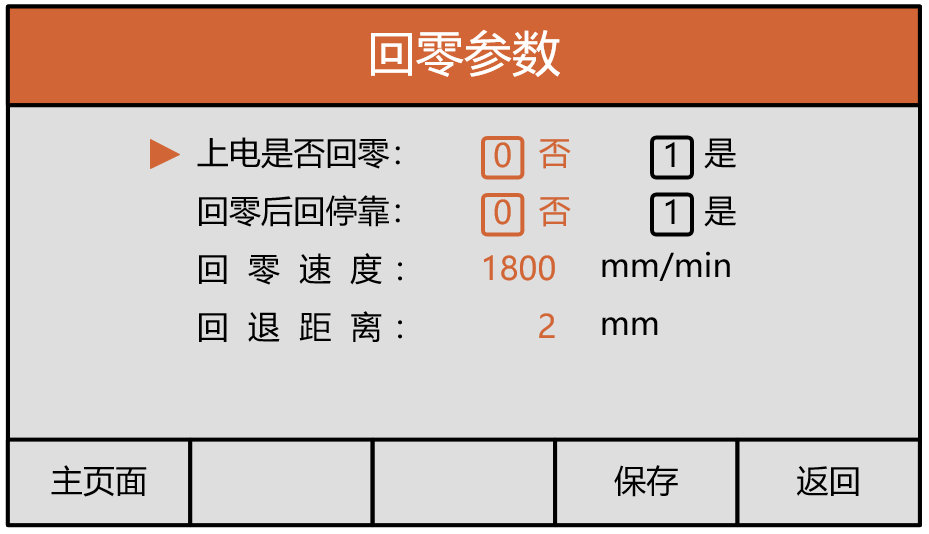
在 回零参数 页面,可设置参数及说明:
| 参数名称 | 说明 |
|---|---|
| 上电是否回零 | 设置上电后是否自动回机械原点。 |
| 回零后回停靠 | 设置回机械原点后是否自动回停靠位置。 |
| 回零速度 | 设置回机械原点时的运动速度。 |
| 回退距离 | 设置回机械原点后的回退距离,并将回退后的位置设为原点。 |
操作步骤:
在主页面,按下 参数 辅助功能键,进入 参数 页面。
按下数字 3 ,进入 回零参数 页面,如下图所示:
通过按下方向键移动光标,选择参数。
通过按下数字键盘与退格键,设置参数。
参数设置完成后,按下 保存 辅助功能键,进行参数保存。
设置手动参数
在 手动参数 页面,可设置参数及说明:
| 参数名称 | 说明 |
|---|---|
| 手动高速 | 设置手动运动时,“高速”档位的运动速度。 |
| 手动低速 | 设置手动运动时,“低速”档位的运动速度。 |
| 步进步长 | 设置手动运动时,“步进”档位的运动单步步长。 |
| 软限位保护 | 设置是否启用软限位保护,如果开启则不允许手动运动至负坐标或运动到超过随动轴行程的坐标范围,避免手动运动时碰撞限位开关或高速碰到工件。 |
操作步骤:
在主页面,按下 参数 辅助功能键,进入 参数 页面。
按下数字 4 ,进入 手动参数 页面,如下图所示:

通过按下方向键移动光标,选择参数。
通过按下数字键盘与退格键,设置参数。
参数设置完成后,按下 保存 辅助功能键,进行参数保存。
设置机械参数
设置 机械参数 可参考调试运行的设置机械参数
设置通讯参数
使用网络控制模式可以实现通过总线的形式来控制随动开关、在线修改随动控制器内部参数等。也可以搭配其它系统与其它轴,完成蛙跳等高级动作。
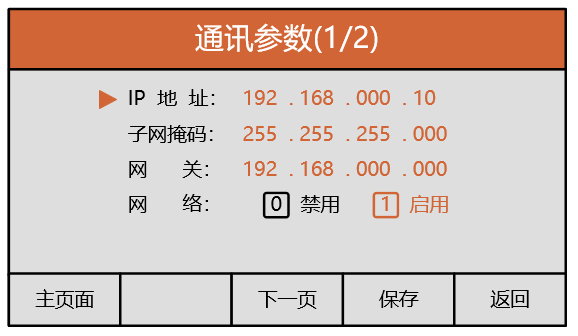
在 通讯参数 页面,可设置参数及说明:
| 参数名称 | 说明 |
|---|---|
| IP地址 | 当前设备的IP地址 |
| 网关 | 通信的网关 |
| 子网掩码 | 通信的子网掩码 |
| 网络使能 | 当前设备的网络功能是否开启 |
| 断联检测使能 | 是否开启通信的断联检测,开启后必须保证每两条通信之间的间隔小于断联检测时间 |
| 断联检测时间 | 设置VT1000通信断联检测的时间 |
| 从机ID号 | 设置ModBus通信时本机的ID号 |
| MAC地址 | 当前设备的MAC地址 |
操作步骤:
在主页面,按下 参数 辅助功能键,进入 参数 页面。
按下数字 6 ,进入 网络参数 页面,如下图所示:
通过按下方向键移动光标,选择参数。
通过按下数字键盘与退格键,设置参数。
参数设置完成后,按下 保存 辅助功能键,进行参数保存。
说明
通讯参数设置完成后,需要重启随动控制器才生效。
设置报警参数
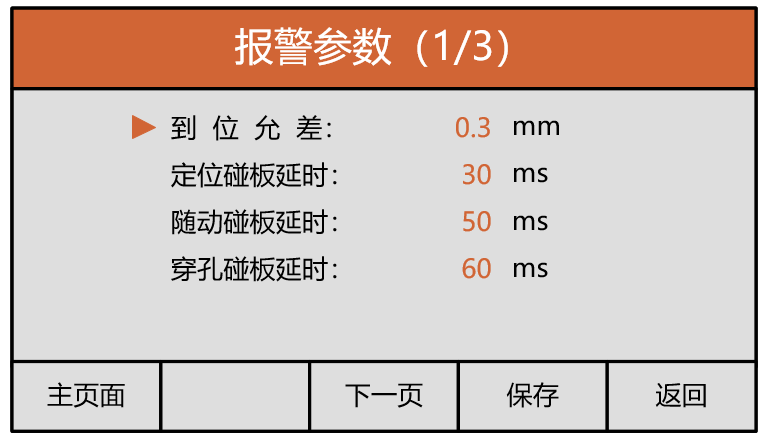
在 报警参数 页面,可设置参数及说明:
| 参数名称 | 说明 |
|---|---|
| 到位允差 | VT1000用来判断是否运动到位的标准,当前位置与目标位置之间的差值小于该值时会输出对应的到位信号。 |
| 定位碰板延时 | 随动控制器处于手动控制或停止状态下,如果碰板的持续时间达到该时间,界面上会显示碰板报警,同时输入/输出接口输出报警状态。当此值设为0时,将禁用静止或手动运动时的碰板报警。 |
| 随动碰板延时 | 随动控制器处于随动状态下,如果碰板的持续时间达到该时间,界面上会显示碰板报警,同时输入/输出接口输出报警状态。 当此值设为0时,将禁用随动时的碰板报警。 |
| 穿孔碰板延时 | 随动控制器处于穿孔过程中,如果碰板的持续时间达到该时间,界面上会显示碰板报警,同时输入/输出接口输出报警状态。 当此值设为0时,将禁用穿孔时的碰板报警。 |
| 本体电容允差 | 切割头本体电容变化的最大值。当检测到切割头本体电容变化大于该值时,VT1000产生切割头电容异常报警。 |
| 电容波动检测阈值 | 电容标定时,运动2mm检测的电容变化值,实际的电容变化值应大于设定的该参数值。 |
| 碰板强制上抬 | 随动控制器在静止中检测到碰板信号后,是否控制切割头运动到停靠坐标(穿孔和随动状态下检测到碰板信号默认上抬至停靠位置,不可更改) ■ 启用:静止中检测到碰板信号后运动到停靠坐标。 ■ 禁用:静止中检测到碰板信号后停止当前运动,不上抬。 |
| 踏空报警开关 | 踏空报警检测功能的开关。 |
| 踏空检测允差 | 用于调整踏空报警的灵敏度。 |
操作步骤:
在主页面,按下 参数 辅助功能键,进入 参数 页面。
按下数字 7 ,进入 报警参数 页面,如下图所示:
通过按下方向键移动光标,选择参数。
通过按下数字键盘与退格键,设置参数。
当页 参数 设置完成后,按下 保存 辅助功能键,进行参数保存。
说明
当页参数设置完成后,如果不保存,直接按下 下一页 或上一页 辅助功能键,则当页设置的参数自动恢复到原来的值。
按下 下一页 辅助功能键,进入 报警参数 的下一页面,按照步骤3 ~ 步骤5设置参数。
设置随动参数
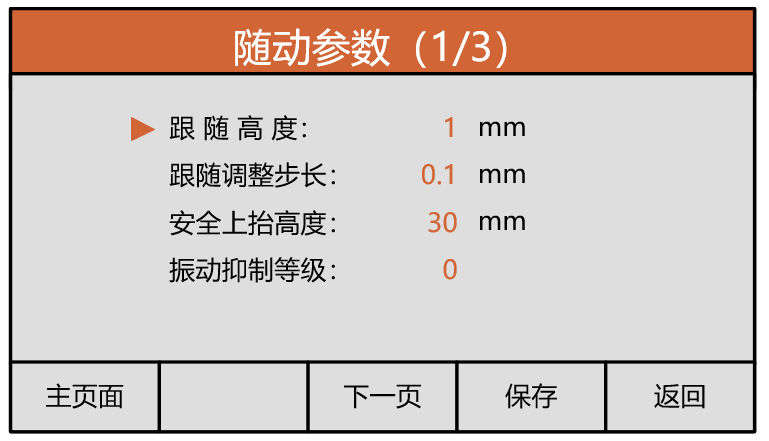
在 随动参数 页面,可设置参数及说明:
| 参数名称 | 说明 |
|---|---|
| 跟随高度 | 随动控制器处于跟随状态时,切割头与工件之间的距离。 |
| 跟随调整步长 | 通过面板上 跟随高、跟随低 控制键,调整跟随高度时,每次调整的步长。 |
| 安全上抬高度 | 在随动控制器没有回原点的情况下,关随动时的上抬相对高度。 |
| 振动抑制等级 | 工件振动时,随动的振动抑制等级。振动抑制等级越高,抑制振动的效果越强,但随动的灵敏度和响应度会变低。 |
| 定位增益Kp | 定位过程中PID算法的参数。 |
| 随动灵敏度 | 随动过程中PID算法的参数。 该数值越大,则随动时的响应越快,但该值过大时,如果机械固定不稳,有可能导致产生共振。 |
| 随动增益Kd | 随动过程中PID算法的参数。 |
| 随动前馈量 | 随动过程中,算法的参数值。该值越大跟随过程中的响应速度越快,但如果驱动器刚性不足的话,可能会出现过冲等问题。 |
| 直接跟随最大高度 | 可以稳定跟随的高度范围。与穿孔过程有关,当穿孔高度小于该值时直接到位,大于该值时间接到位。 |
操作步骤:
在主页面,按下 参数 辅助功能键,进入 参数 页面。
按下数字 8 ,进入 随动参数 页面,如下图所示:
通过按下方向键移动光标,选择参数。
通过按下数字键盘与退格键,设置参数。
参数设置完成后,按下 保存 辅助功能键,进行参数保存。
说明
当页参数设置完成后,如果不保存,直接按下 下一页 或上一页 辅助功能键,则当页设置的参数自动恢复到原来的值。
按下 下一页 辅助功能键,进入 报警参数 的下一页面,按照步骤3 ~ 步骤5设置参数。