平面NC轴控制功能使用说明
版次:2023年06月28日 第1版 作者:激光平面应用组 上海维宏电子科技股份有限公司 版权所有
NC轴说明
NC轴是数控系统中通过系统直接控制,可以实现互相插补的轴,如机床上的X、Y、Z轴。
V15软件中常用NC轴
| 轴 | 说明 |
|---|---|
| X/Y轴: | X/Y轴为控制控切割头前后/左右运动的轴(控制模式使用位置环控制)。 一般情况下Y轴用于控制龙门轴,分为Y1和Y2两个驱动器X轴一般用于控制切割头左右移动。 也有使用X轴控制龙门轴的情况,如“邦德”的机床,此时龙门轴分为X1和X2两个轴。 |
| Z轴 | Z轴为随动轴(控制模式为速度环控制),用于控制切割头上下运动。 |
| W轴 | W轴为调焦轴用于控制焦点轴上下运动,一般置于切割头内部。 |
| V轴 | V轴为送料轴,用于控制卷料机向前送料。 |
| B轴 | B轴为调同轴,用于控制聚焦镜片左右移动,以达到焦点调同的目的。 |
NC轴运动方式
- 手动运动
- 自动运动
NC轴运动控制说明
手动运动
手动运动分为连续模式和步进模式两种,两种模式的切换开关如下:
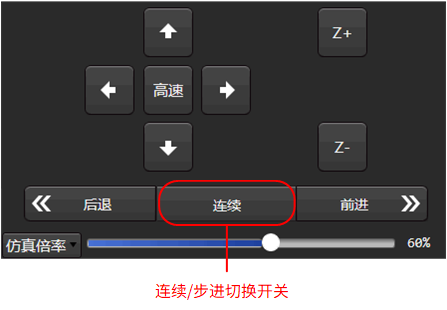
使用手柄切换手动连续/步进的时候,按一下 步进 按钮即可切换。
连续模式
手动连续模式下有 高速 和 低速 两种模式,切换路径如下:

注意
使用手柄切换手动 高速 / 低速 的时候,需要一直按着手柄上的 高速 按钮,松开后当前模式就会变成软件界面上设置的模式。
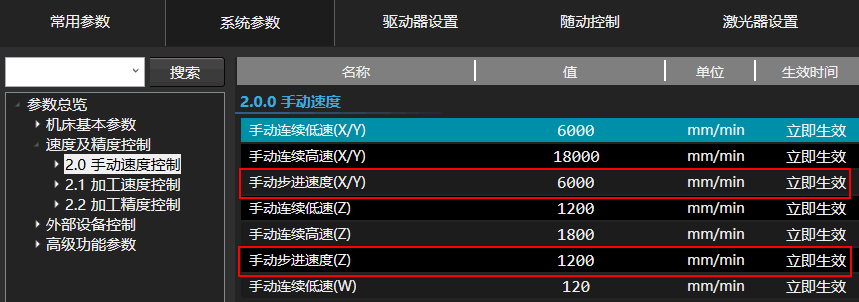
依据不同的速度需要可以设置对应的高速/低速运动速度:

也可在在系统参数中设置,具体的设置位置:系统参数 → 速度及精度控制 → 2.0手动速度控制 → 2.0.0手动速度。

设置完运动模式和速度即可点击方向键移动对应的轴进行运动。
手动步进
手动步进模式可设置对应的步进距离,使目标轴移动到想要的位置。

手动步进的速度设置在系统参数中,具体的设置位置:系统参数 → 速度及精度控制 → 2.0手动速度控制 → 2.0.0手动速度。
设置完手动步进距离和速度后,点击一下方向键对应轴就会移动到一个步进的距离位置,在移动过程中再次执行手动运动时无法执行的,只有当步进到目标位置后,系统进入空闲状态才可执行下一步动作。
自动运动
自动运动指的是通过运行对应的功能指令来达到各轴做出相应的运动响应,如启用 、走边框、空运行、回机械原点、回固定点等。
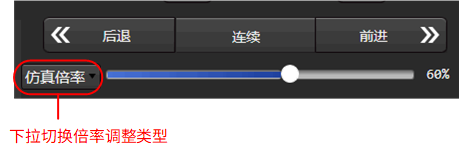
倍率调节
在操作栏中存在倍率调节功能,可调节 加工倍率 和 仿真倍率。
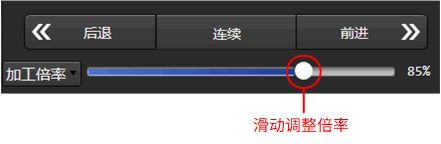
加工倍率
加工倍率 调节的是非仿真运动的速度,在此处调节的加工倍率不仅影响加工时的速度也会影响手动运动的速度。
实际运动速度 = 设定速度 × 加工倍率
仿真倍率
仿真倍率只对仿真加工有效,对其他运动形式不影响。
实际仿真速度 = 仿真速度 × 仿真倍率
仿真运动时,不控制机床做相应的机械电气动作,仅在对象编辑区域中显示加工轨迹,轨迹运行速度即为仿真速度,如果要加快仿真速度,除了修改仿真倍率以外,也可以修改图层中的切割速度。

修改记录
| 版本 | 修订人 | 日期 | 描述 |
|---|---|---|---|
| R1 | 激光平面应用组 | 2023.06.28 | 初版建立。 |