一键裁板功能使用说明
版次:2023年07月21日 第1版 作者:激光平面应用组 上海维宏电子科技股份有限公司 版权所有
功能简介
一键裁板的作用是将整块板材水平切割。主要用于切掉多余废料,生成余料,或者对较长的板材进行开料,裁成合适大小的板材
裁板模式
一键裁板功能依据所裁板材的材料和厚度不同,有 薄板 和 厚板 两种模式,两种模式只有裁板动作流程不一样,其余的设置方法一致。
薄板:薄板模式主要用于无需穿孔,可直接切透的比较薄的板材。薄板从当前点起刀,先裁断一半的板材,再回到起点完成剩余一半的裁板。
厚板:厚板模式主要用于不添加穿孔工艺,直接切割无法切透的板材。厚板先向一侧寻边,之后从板材边缘外出光起刀完成切割。
功能入口
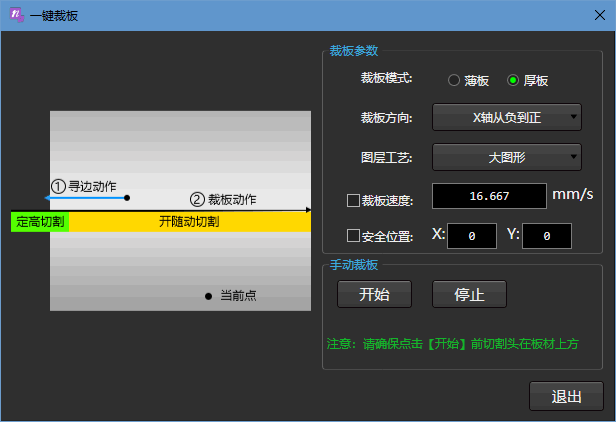
在软件操作栏,点击  一键裁板,即可弹出一键裁板功能界面。
一键裁板,即可弹出一键裁板功能界面。
裁板动作介绍
薄板模式
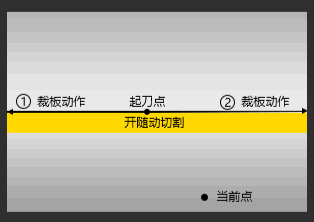
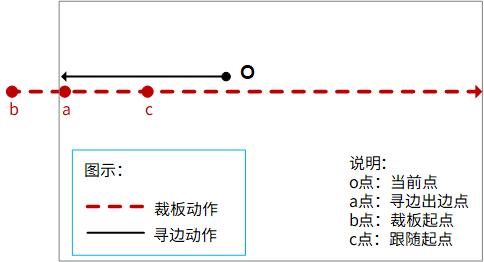
薄板裁板动作为双边裁板动作,动作流程如下图:
裁板方向以 X轴从正到负 为例(上图即为X轴从正到负的裁板示例图),其运动轨迹是沿平行于X轴的方向:
- 首先在当前点沿X轴正方向进行裁板切割。
- 裁到板材边界的时候,Z轴上抬,回到切割起点。
- 向与第一刀相反的方向(X轴负方向)继续进行裁板。
- 反向切割到出边后,Z轴上抬裁板结束。
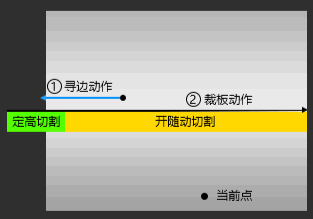
厚板模式
厚板裁板动作分为三步:寻边、定高切割、随动切割。具体的裁板流程如下:
开始裁板,在0点(当前点)切割头跟随到板面向与设定方向相反的方向进行寻边。
寻到边界后切割头回到距离边界 一键裁断板内定高距离 的位置。
以定高位置移动到出光点(边界外,距离边界 + 一键裁断板外距离 )的位置开始光(b点:裁板起点)。
出光后切割头以设定的定高高度切割 一键裁断板外距离 + 一键裁断板内定高切割距离 距离(b点到c点的距离为定高切割距离)。
沿设定的切割方向切出边后Z轴上抬,裁板结束。
厚板裁板中会用到一系列相关系统参数,参数说明参见裁板系统参数。
双边寻边
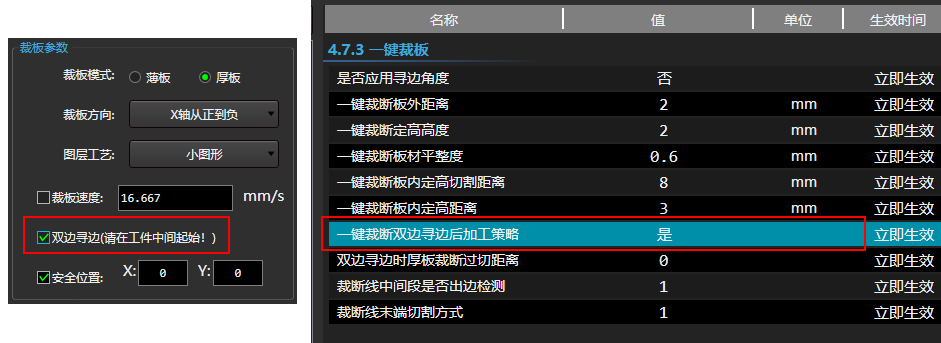
在一键裁板界面,选择厚板模式时可以勾选 双边寻边 功能,该功能主要是为了防止在裁板结束时提前上抬或者出边后向下扎头而做的。
当勾选了 双边寻边 之后,厚板裁板的动作流程有分为两种如下:一刀切、两刀切。
以系统参数 一键裁断双边寻边后加工策略 的值来区分:
当该参数值设置为 是 的时候,裁板策略为 双边寻边、一刀切割;
当该参数值设置为 否 的时候,裁板策略为 双边寻边,两刀切割 。
一刀切
以“X轴从负到正”方向为例:
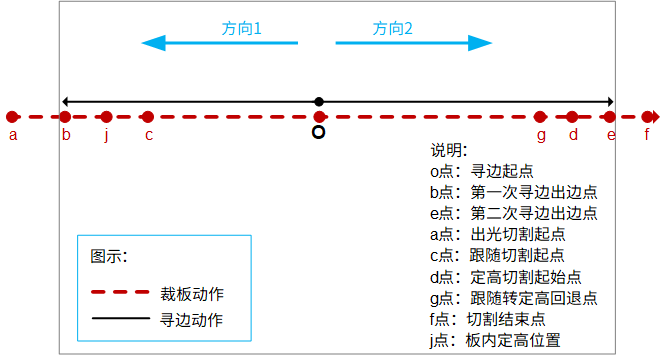
开始寻边。切割头在当前位置(O点)跟随到板面,先向与设定裁板方向相同的方向(方向2)进行寻边,寻到边界后(e点)切割头上抬并移动到寻边起点(O点)位置,然后再次跟随到板面朝与第一次寻边相反的方向(方向1)在次进行寻边。
寻边结束后切割头回到距离边界 一键裁断板内定高距离 的位置(c点)。
以定高位置移动到出光点(边界外,距离边界 + 一键裁断板外距离 )的位置(a点)开始出光进行定高切割。
出光后切割头以设定的定高高度沿着设定的裁板方向切割 一键裁断板外距离 + 一键裁断板内定高切割距离 距离(a点到c点)。
定高切割结束后,切割头在随动起点(c点)开启随动,以随动高度继续切割,直至切割到距离板材另一边 一键裁断板内定高距离 的位置(d点),然后以定高高度回退 双边寻边时厚板裁断回退距离 的距离,到切割到随动转定高回退点(g点)。
继续以定高高度切割,定高切割 双边寻边时厚板裁断回退距离 + 一键裁断板内定高距离 + 一键裁断板外距离 的长度(g点到f点)后,系统关光、Z轴上抬。
裁板结束。
两刀切
以“X轴从负到正”方向为例:
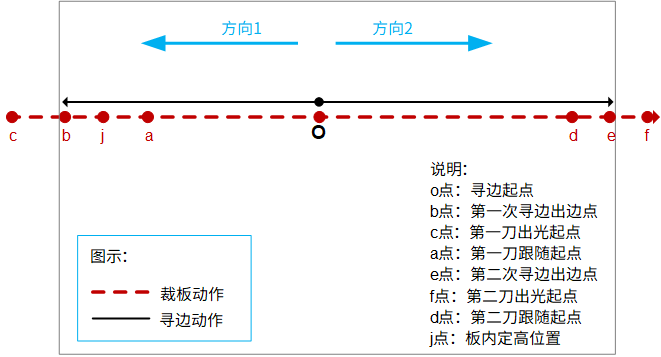
开始寻边。切割头在O点执行跟随沿方向1进行寻边。
寻到边界后切割头回到距离边界 一键裁断板内定高距离 的位置(j点)。
以定高位置移动到出光点(边界外,距离边界 + 一键裁断板外距离 )的位置(c点)开始出光切割。
出光后切割头以设定的定高高度,以与设定的裁板方向相同的方向切割 一键裁断板外距离 + 一键裁断板内定高切割距离 (c点到a点)距离。
定高切割距离结束后,切割头在随动起点(a点)开启随动继续切割,切割到寻边起点(O点),关光,关随动。
在O点再次开启随动向与设定的裁板方向相同的方向(方向2)在次进行寻边。
寻到边界后切割头回到距离边界 一键裁断板内定高距离 的位置(d点)。
以定高位置移动到出光点(边界外,距离边界 + 一键裁断板外距离)的位置(f点)开始出光、吹气。
出光后切割头以设定的定高高度,以与设定的裁板方向相反的方向切割一键裁断板外距离 + 一键裁断板内定高切割距离 距离(f点到d点)。
定高切割距离结束后,在随动起点(d点)切割头开启随动继续切割,切割到寻边起点(O点),关光,关随动。
裁板参数
裁板工艺
裁板时的工艺,在一键裁板功能的参数 图层工艺 中选择对应的图层。
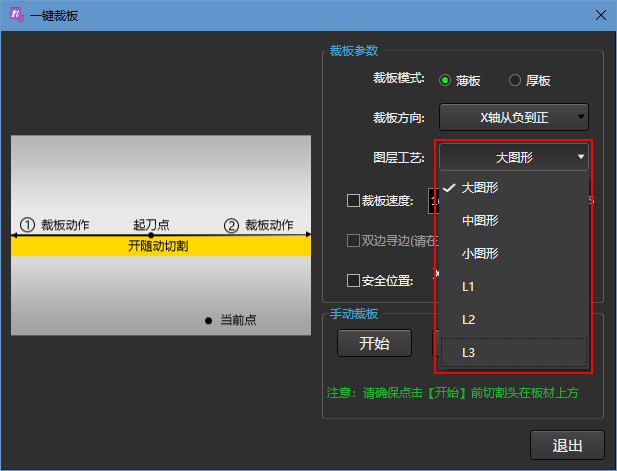
参数中的图层引用的是切割图层中的工艺参数,即实际裁板时就会应用我们在对应的切割图层中设置的工艺参数。
裁板速度
一键裁板的裁板速度有两种设置方式:

不勾选 裁板速度,则裁板时会使用我们所选择的图层参数中的切割速度进行切割。
勾选 裁板速度,则裁板时使用勾选项后面输入栏中设置的速度进行切割。
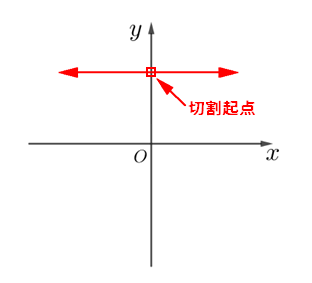
裁板方向
以切割头所在位置为起点,切割方向为裁板方向。
一键裁板分为四个方向:X轴从负到正、X轴从正到负、Y轴从正到负、Y轴从负到正。

安全位置
安全位置适用于正负限位两端,安全位置的定义是人为设置的板材边界距离软限位的距离,裁板时如果切割的位置到达安全位置还没有检测到出边信号,系统会认为已经裁出了边界不再继续切割,转而执行下一步动作。此时系统会做出以下提示:目标点运动失败,可能原因:1. 运动发生限位 2.未获取到信号!。
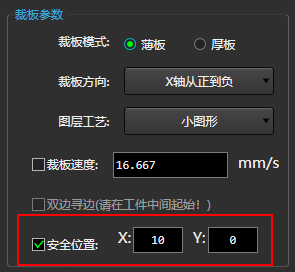
以薄板切割,X轴安全位置为10为例,如果当第一刀切割到距离软限位10mm的地方还没有检测到出边信号,那么切割头直接停光上抬,移动到切割起点向反方向继续切割,反方行切割时,当切割到另一边距离软限位10mm的位置还没有检测到出边信号,系统停止裁板,切割头上抬。
注意
裁板过程在没有到达安全位置之前,任何一点检测到出边信号,都会正常结束当前动作。
裁板系统参数
裁板系统参数的设置位置:系统参数 → 高级功能参数 → 4.7其他参数 → 4.7.3一键裁板。

| 参数 | 说明 |
|---|---|
| 是否应用寻边角度 | ∎ 若将该参数设置为 否,裁板时以平行于X轴或者Y轴的轨迹进行切割。 ∎ 若将该参数设置为 是,主要针对板材倾斜的情况且使用了寻边定位的情况下,实际裁板时会以软件上检测到的寻边角度值来自动根据寻边角度进行倾斜,以达到裁板轨迹平行于板材边界。 |
| 一键裁断板外距离 | 厚板裁板时,出光切割起始点距离板材边缘的距离。 |
| 一键裁断定高高度 | 厚板裁板时定高切割阶段的切割头定高高度。 |
| 一键裁断板材平整度 | 用于调节出边检测的灵敏度,设置的越小灵敏度越高,越容易检测出边信号。 |
| 一键裁断板内定高切割距离 | 厚板模式定高切割过程,在板材内的距离。 |
| 一键裁断板内定高距离 | 厚板模式下,寻边结束后板内定高出边点距离板材边缘的位置。 |
| 一键裁断双边寻边后加工策略 | 选择双边寻边后切割方式: 是:一刀切;否:两刀切 |
| 双边寻边时厚板裁断过切距离 | 厚板裁板使用双边寻边,一刀切策略时在板材边缘由随动转定高时回退的距离。 |
修改记录
| 版本 | 修订人 | 日期 | 描述 |
|---|---|---|---|
| R1 | 激光平面应用组 | 2023.08.01 | 初版建立。 |