普雷切割头调试及使用说明
版次:2023年11月30日 第1版 作者:激光平面应用组 上海维宏电子科技股份有限公司 版权所有
概述
德国PRECITEC(普雷茨特)切割头,以下简称普雷切割头,目前在国内平面切割市场销售的切割头有:ProCutter 雷神,ProCutter 雷电和ProCutter 2.0。
普雷切割头有两种电容传感器,分别为Lasermatic(也称标准版传感器或内置传感器)和ECO版本传感器(也称外置传感器)。
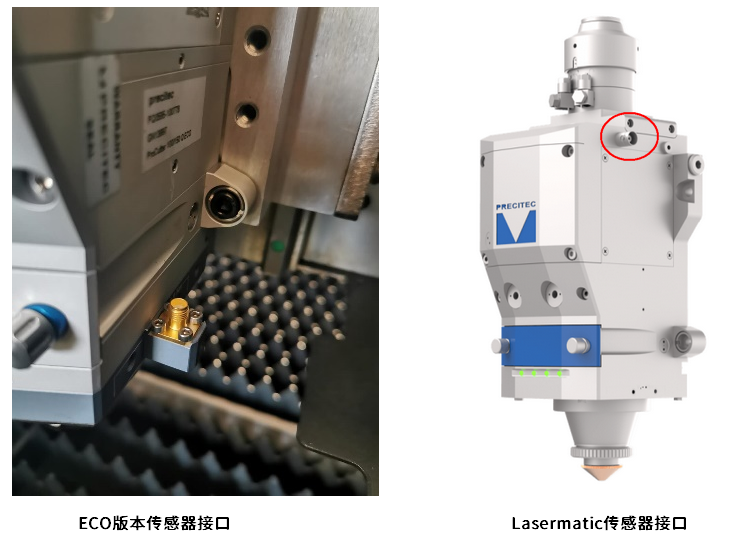
其中 Procutter2.0 切割头只有标准款传感器,雷神/雷电有标准传感器和 ECO 版本传感器可选。
EX37 或 EX45 端子板适配普雷标准款放大器,EX33 或 EX41 端子板适配普雷 ECO 版本传感器,如下表所示:
| 序号 | 产品型号 | 电容传感器类型 | 适配端子板 |
|---|---|---|---|
| 1 |  |
ECO版本 | EX33/EX41 |
| Lasermatic | EX37/EX45 | ||
| 2 |  |
ECO版本 | EX33/EX41 |
| Lasermatic | EX37/EX45 | ||
| 3 |  |
Lasermatic | EX37/EX45 |
调试步骤
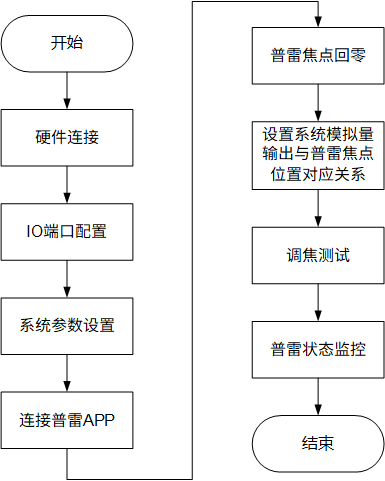
硬件连接
硬件清单
普雷
切割头
19pin控制线缆
扁平排线(P总线)
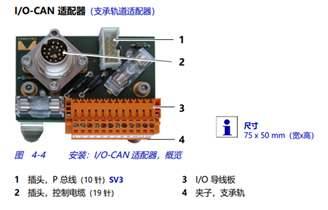
I/O-CAN适配器
8050调高盒

系统
不同电容传感器类型,硬件清单如下:
标准传感器
- EX37/EX45
- RG58C/U同轴线缆
ECO版本传感器
- EX33/EX41
- 射频电缆线
- 随动仪放大器
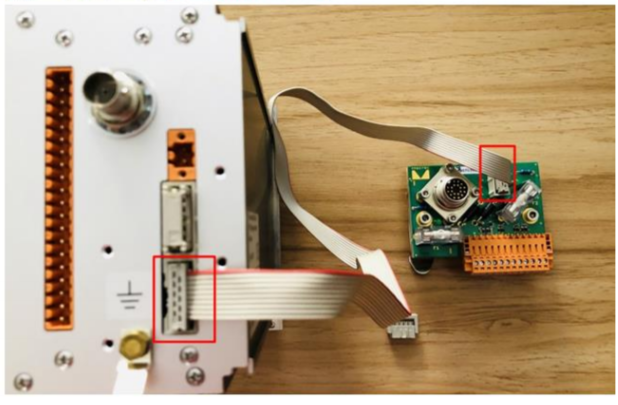
硬件连接示意图
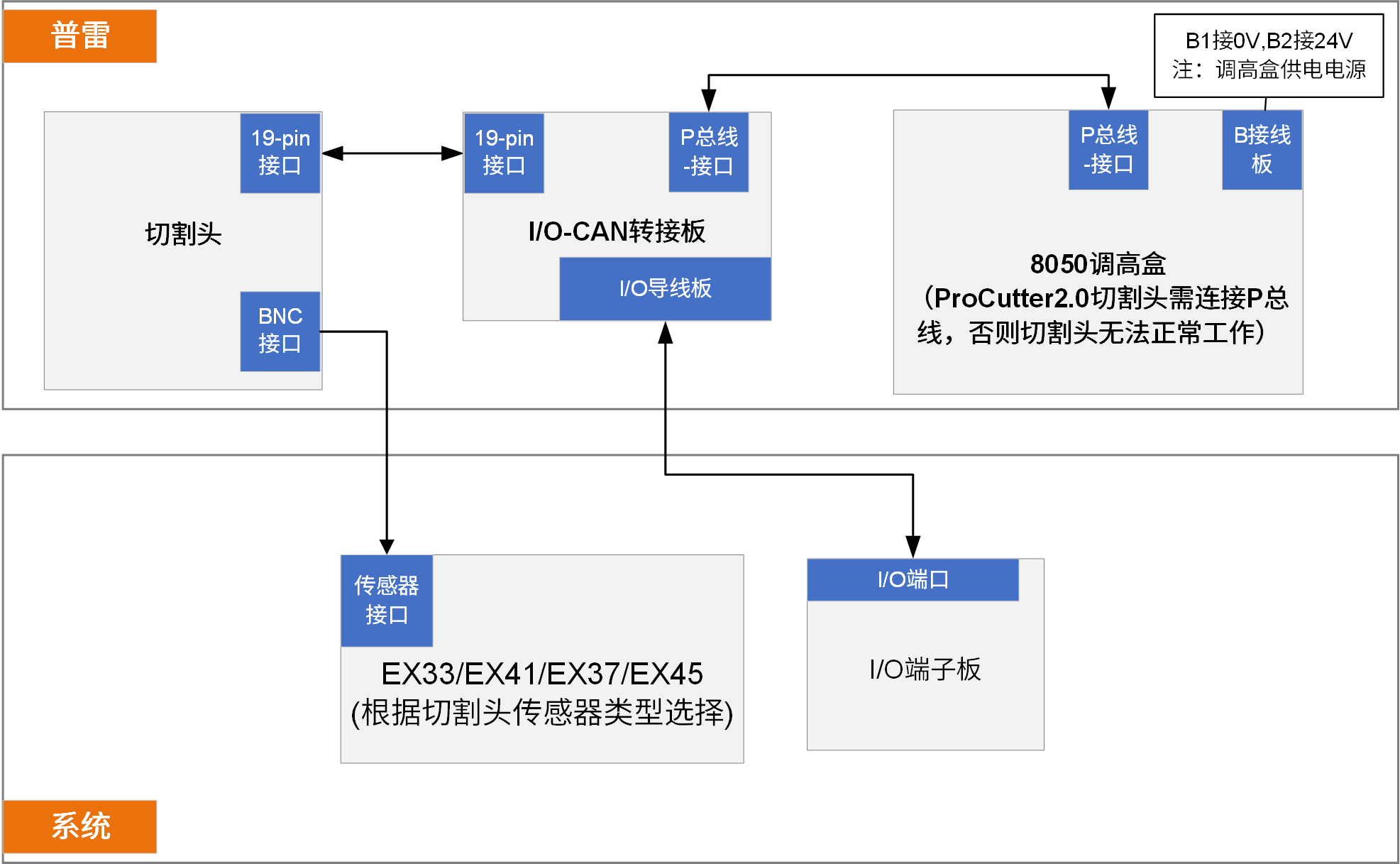
附图:8050调高器与IO-CAN适配器P总线实物连接图
I/O-CAN导线板引脚定义及接线
系统侧输入输出端口可通过NcConfig工具配置,其中普雷模拟量输入端口需配置在EX41或EX45端子板AVI4端口上。
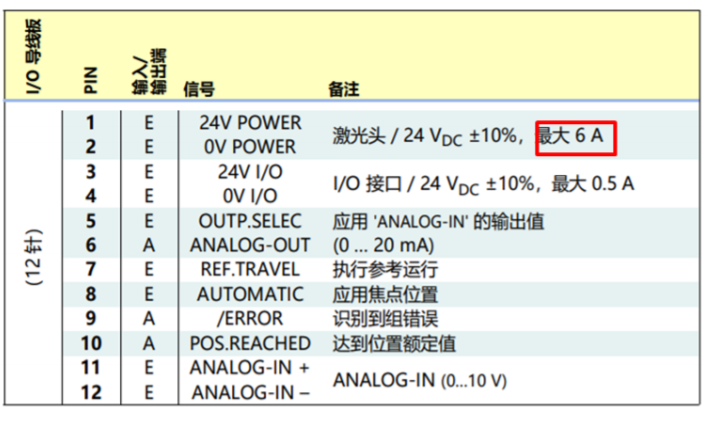
I/O-CAN导线板的引脚定义如下:
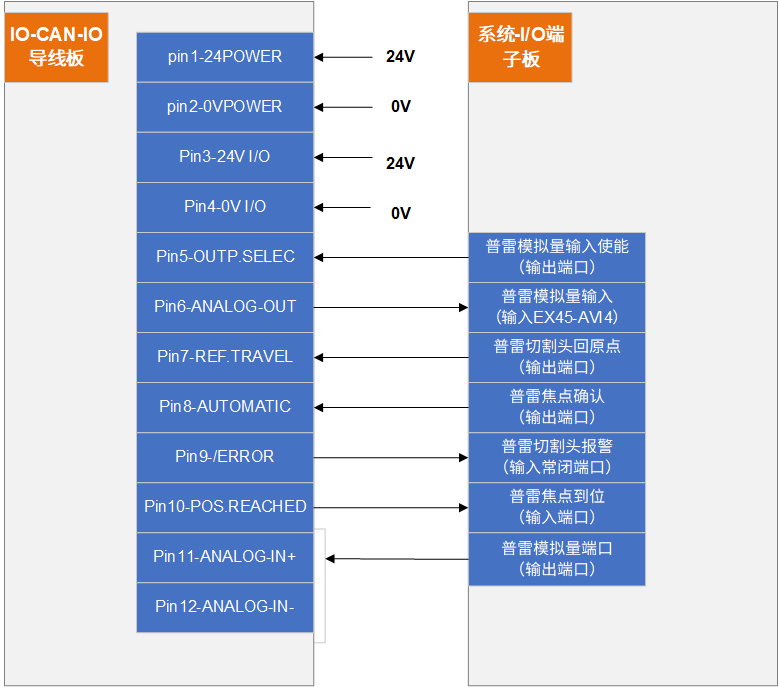
I/O-CAN导线板与系统I/O端子板接线示意图:
说明
普雷输入及输出端口均为24V,故系统侧端子板输入公共S端及输出端口接24V。 若系统侧不使用普雷状态监控,IO-CAN-IO导线板Pin5和Pin6脚可不接。
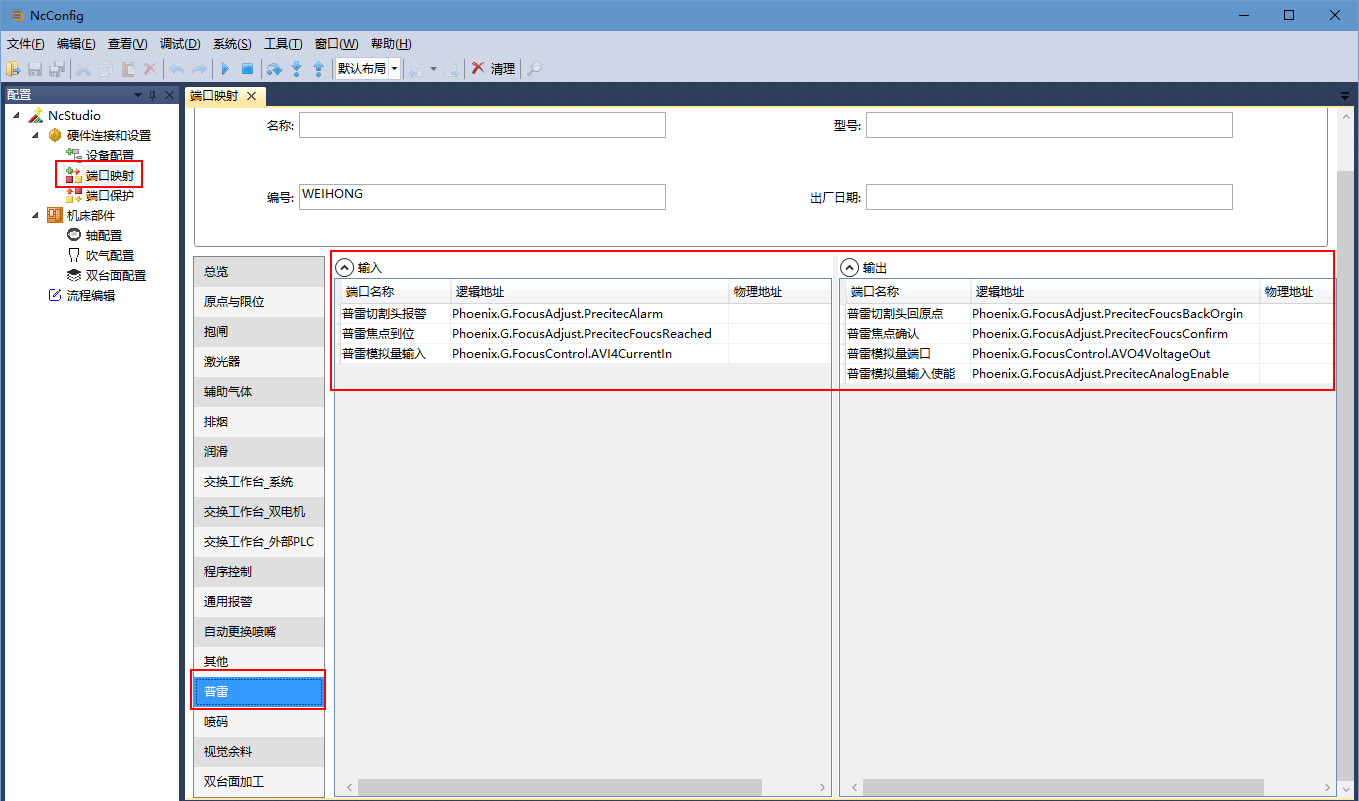
IO端口配置
打开NcConfig配置工具,点击 查看 → 配置 → 端口映射 → 普雷,按照I/O-CAN适配器实际接线配置物理输入和输出端口。
系统参数设置
参数位置:系统参数 → 外部设备 → 3.5焦点控制
| 序号 | 参数名称 | 参数描述 | 设定值 |
|---|---|---|---|
| 1 | 启用焦点控制 | 是否启用焦点控制功能。 是:启用,否:不启用 |
是 |
| 2 | 焦点控制方式 | 0:轴口控制 1:普雷自动调焦 2:EtherCAT自动调焦 |
1 |
| 3 | 切割头类型 | 0:通用;1:普雷;2:创鑫;3:嘉强;5:万顺兴;6:钋镭;7:Cutbox;8:特束;9:OSPRI_LC608 | 1 |
| 4 | 焦点到位检测延时 | 焦点到位检测延时。 当执行焦点定位时,若调焦时间大于该参数值,且系统侧未接收到普雷焦点到位信号时,报错 “无焦点到位信号”。 |
1000ms |
| 5 | 回原点到位检测时间 | 普雷切割头回原点过程中,检测到位信号的延时时间。 若在回原点用时超过该参数值,且系统侧未接收到普雷焦点到位信号时,报错 “无焦点到位信号” |
20S |
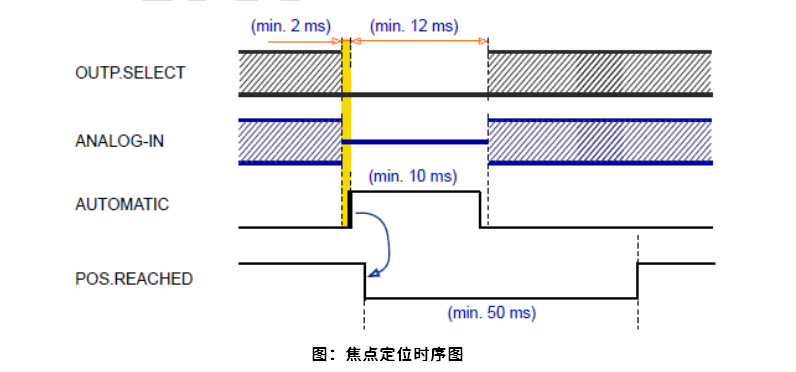
| 6 | 普雷焦点确认延时 | 自普雷焦点确认信号输出后,至普雷切割头开始调焦,普雷焦点确认输出信号关闭的最小时间。 | 100ms |
| 7 | 普雷调焦延时 | 普雷调焦模拟量输出后,到输出普雷焦点确认信号所需的等待时间。 | 15ms |
| 8 | 普雷切割头类型 | 0:通用;1:ProCutter1;2:ProCtutter2 | 需根据实际普雷切割头型号设定。 若IO-CAN-IO导线板pin5和pin6脚未接,该参数设置为0。 |
连接普雷APP
APP程序获取
- 微信搜索普雷公众号。
- 输入 app。
- 获取百度网盘中的APP及操作说明书并下载到本地。
ProCuttetr1.0 APP连接
- 手机设置:蓝牙模式。
- 点搜索设备,选择需要连接的设备。
ProCuttetr2.0 APP连接
- 手机设置:飞行模式、Wifi打开、位置定位打开。
- 密码是铭牌下面的字母,需区分大小写BwTqj。
- 连接成功后等几秒后刷出“请选择一个账户登录”选择默认的“用户” 点击“登录”。
- 成功加载参数,进入监控页面。
说明
具体连接步骤见普雷APP操作说明书。 APP连接成功后,查看切割头是否有报警,若有报警先按照普雷使用说明书消除掉报警。 ProCutter2.0 APP需要Android手机,且手机版本要在Android10及以上,否则点击登录时提示 “该ProCutter已成功连上另一台手机或平板,所以无法在本机上实现二次连接 ” 。
普雷焦点回零
普雷焦点回零的逻辑时序:系统侧输出普雷切割头回原点信号,当接收到普雷焦点到位信号后,回零过程正常结束。回零逻辑时序图如下:
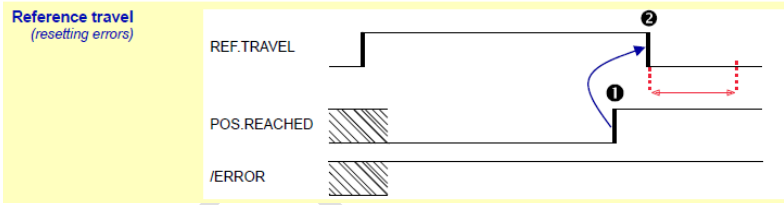
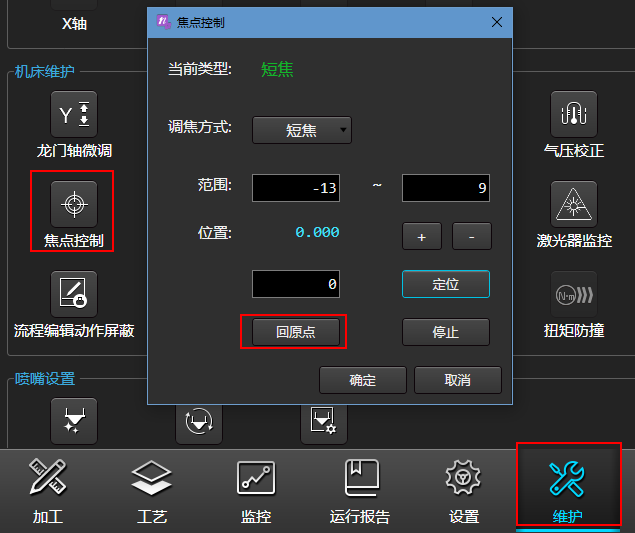
系统侧输出普雷切割头回原点信号的入口:维护 → 焦点控制,在 焦点控制 页面点击 回原点。
设置系统模拟量输出与普雷焦点值对应关系
有以下两种方式可实现系统模拟量输出与普雷焦点位置对应关系。
焦点DA校正
通过普雷内置的焦点公式
焦点DA校正
填写焦点校正数据(推荐使用此方式,操作简单不易出错)。
操作步骤:
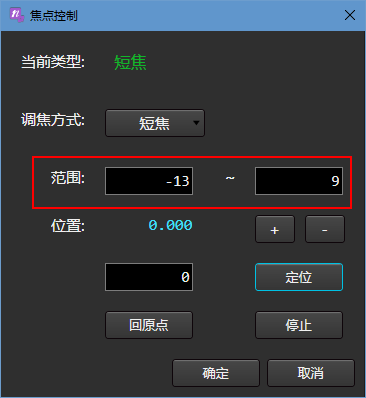
打开 焦点控制 页面,功能入口:维护 → 焦点控制,设置焦点范围。
若不清楚当前切割头焦点范围,可以先设置-100~100mm,当焦点校正完成后,在输入正确的焦点范围。
连接普雷APP。
打开 焦点校正 界面,功能入口:维护 → 焦点校正。

分别点击 定位到 按钮,然后将普雷APP显示的焦点位置填写到对应的位置。

全部更新完成后点击 更新数据。
说明
普雷切割头调焦电压输入范围是0.3~9.7V,在填写0.3V和9.7V焦点值时,关注普雷APP实际监视到的输入电压值,若不在0.3~9.7V范围内,调节DA输出电压大小。
通过普雷内置的焦点公式
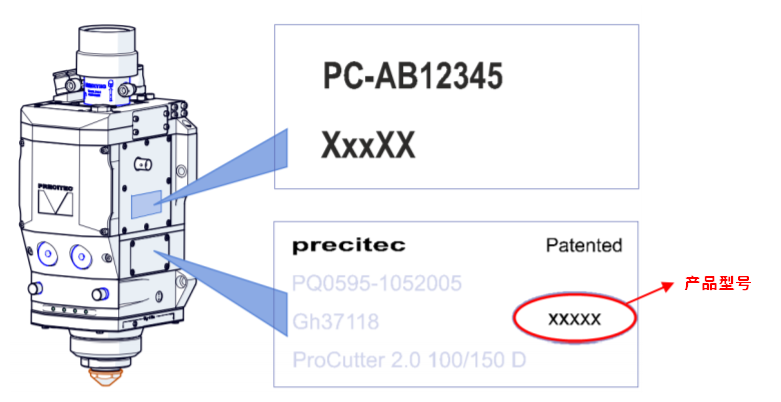
ProCutter1.0切割头通过光学结构类型设置焦点公式,而ProCutter2.0切割头设置产品号设置焦点公式。
ProCutter1.0切割头
操作步骤:
打开 焦点校正 界面,功能入口:维护 → 焦点校正。点击 ProCutter1 页签, 勾选 启用焦点公式。
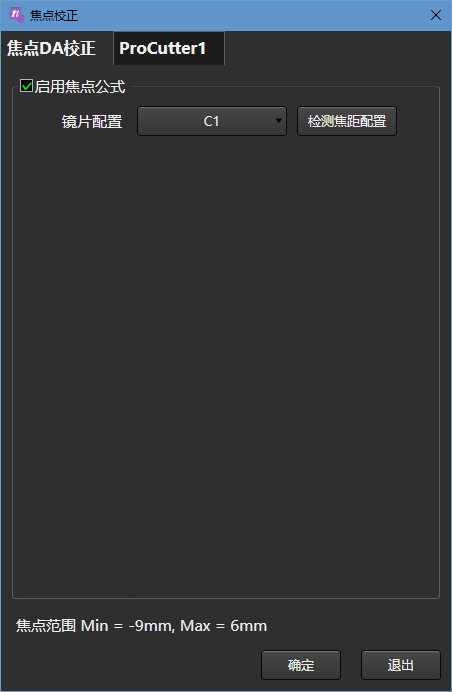
选择以下任一方式,进行镜片配置:
- 点击 检测焦距配置 。
- 直接根据实际切割头光学配置手动选择,点击下拉框选择。
点击 确定。
说明
若是IO-CAN端子板pin5和pin6接线且正确配置端口及设置参数后,点击 检测焦距配置 才会正确读取切割头光学配置。
不同光学结构的切割头,模拟量输入和焦点位置的曲线特型不一,ProCutter 系列有 8 种类型的光学结构分别如下:
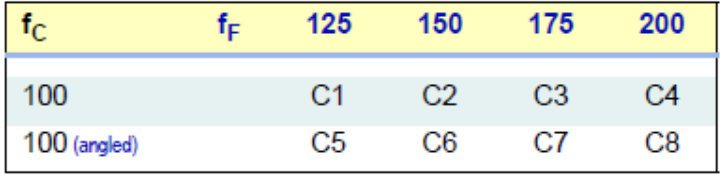
| 光学结构 | 焦点范围 |
|---|---|
| C1、C5 | +6…-9mm |
| C2、C6 | +9…-13mm |
| C3、C7 | +12…-18mm |
| C4、C8 | +15…-20mm |
ProCutter2.0切割头
操作步骤:
打开 焦点校正 界面,功能入口:维护 → 焦点校正。点击 ProCutter2 页签, 勾选 启用焦点公式。
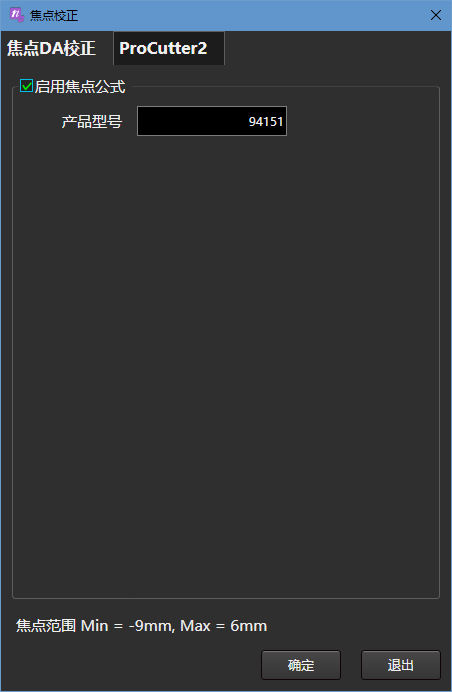
填入切割头产品型号。
点击 确定 。
调焦测试
操作步骤:
打开 焦点控制 页面,功能入口:维护 → 焦点控制,在焦点范围内设置任意焦点值。
点击 定位。
打开普雷APP,观察设置焦点值和实际焦点值是否一致,若不一致按调试步骤检查。
普雷切割头状态监控
切割头状态监控页面的显示根据普雷切割头型号设定有区别,即系统参数 普雷切割头类型 选择不同,监控界面显示的状态如下:
- 参数选择0时,监控界面不显示普雷切割头状态;
- 参数选择1时,监控界面显示ProCutter1切割头状态;
- 参数选择2时,监控界面显示ProCutter2切割头状态。
通过系统侧普雷切割头状态监控以下信息:
- 可以查看切割头镜片温度,镜片污染,气压和焦点位置等数据;
- 切割头IO状态;
- 可以持续记录切割头信息,如切割头镜片温度,镜片污染等信息;
- 切割头自定义报警阈值设置。
状态信息监控
监控入口:监控 → 外部设备,点击切割头选项进入 切割头状态信息 界面。
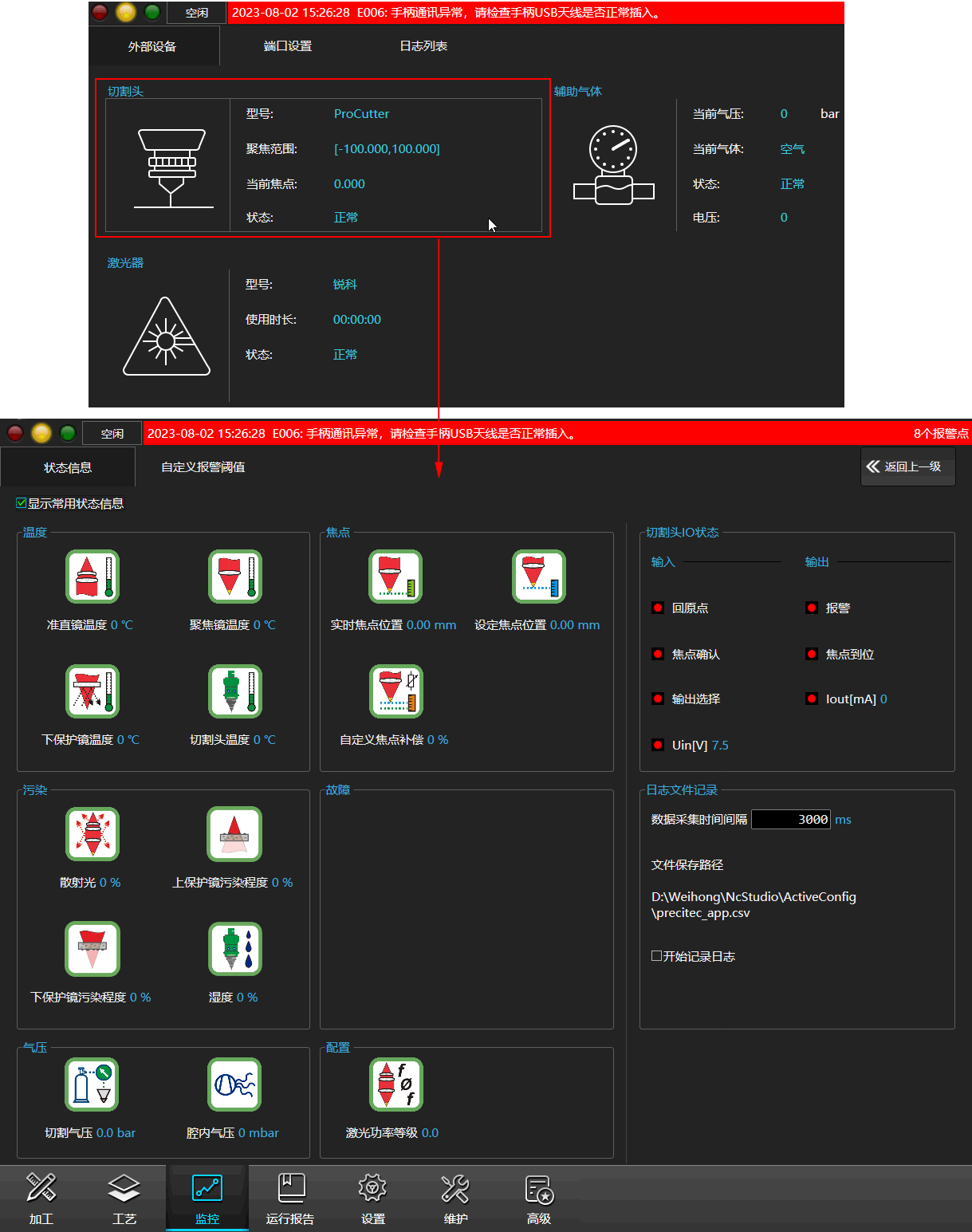
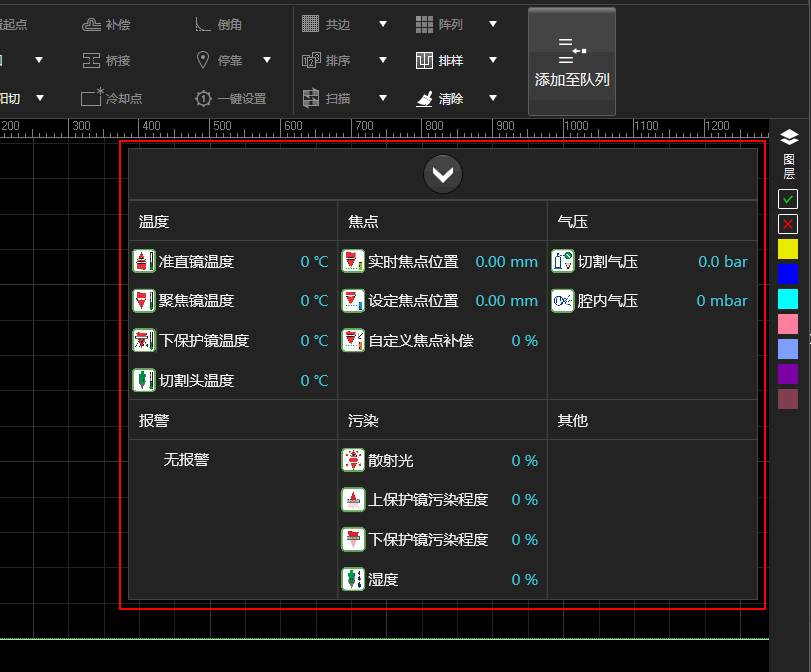
若勾选 显示常用状态信息,则在加工界面中会浮窗显示切割头状态信息,该页面可以通过折叠按钮隐藏界面。
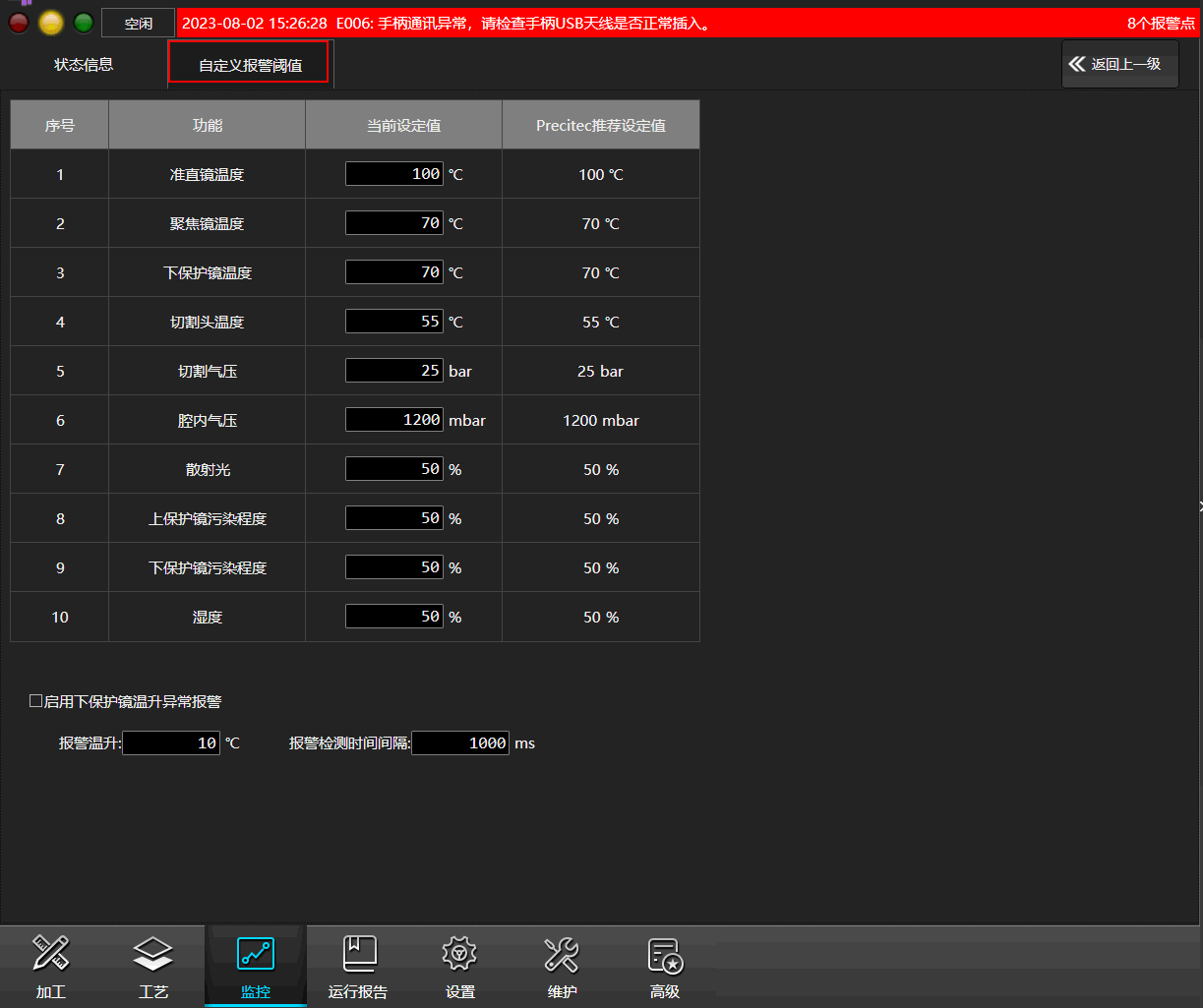
自定义报警阈值
该界面下可以自定义准直镜片等报警阈值,当系统监控到切割头温度超过设定的报警阈值时,报警并停止加工。
勾选 启用下保护镜温升异常报警 后,当监控到下保护镜片一段时间内的温升曲线大于设定值,则报警并停止加工。若出现此报警用户需停机检查下保护镜片,以防止持续加工下保护镜片受热炸裂损伤聚焦镜片。
常见问题
执行回原点或者焦点定位时,系统一直处于运行状态
| 可能原因 | 处理办法 |
|---|---|
| 如果执行回原点或执行焦点定位时,切割头第一个指示灯没有变化。 | 检查IO-CAN-IO导线板pin7/pin8/pin9/pin10/pin11/pin12到系统端子板接线及系统侧IO配置是否正确。 |
| 如果执行回原点或执行焦点定位时,切割头第一个指示灯由灭变为绿色(说明切割头已正常执行焦点位置)。 | 需检查接线及焦点到位信号端口配置是否正确。 |
修改记录
| 版本 | 修订人 | 日期 | 描述 |
|---|---|---|---|
| R1 | 激光平面应用组 | 2023.11.30 | 初版建立。 |