辅助气体使用说明
版次:2023年12月12日 第1版 作者:激光平面应用组 上海维宏电子科技股份有限公司 版权所有
概述
激光切割机在加工过程中需要使用不同的辅助气体来切割各种材料。常用辅助气体有:空气、氧气、氮气、。它们的主要功能是冷却吹渣、厚板助燃、防止过烧减小割缝提高精度。本文将详细介绍激光切割系统中辅助气体IO端口配置和吹气配置。
IO端口配置
打开NcConfig配置工具,点击 查看 → 配置 → 端口映射 → 辅助气体,按照实际接线配置物理输入和输出端口。
与辅助气体相关的端口如下:
| 端口名称 | 端口类型 | 端口定义 |
|---|---|---|
| 空气压力低 | 输入端口 | 空气压力低报警端口 |
| 氮气压力低 | 输入端口 | 氮气压力低报警端口 |
| 氧气压力低 | 输入端口 | 氧气压力低报警端口 |
| 空气比例阀输入 | 输入端口 | 空气比例阀输入端口 |
| 氮气比例阀输入 | 输入端口 | 氮气比例阀输入端口 |
| 氧气比例阀输入 | 输入端口 | 氧气比例阀输入端口 |
| 高压气压力低 | 输入端口 | 高压气压力低报警端口 |
| 低压气压力低 | 输入端口 | 低压气压力低报警端口 |
| 高压气比例阀输入 | 输入端口 | 高压气比例阀输入端口 |
| 低压气比例阀输入 | 输入端口 | 低压气比例阀输入端口 |
| 空气输出端口 | 输出端口 | 空气开关端口 |
| 氮气输出端口 | 输出端口 | 氮气开关端口 |
| 氧气输出端口 | 输出端口 | 氧气开关端口 |
| 空气比例阀电源 | 输出端口 | 空气比例阀电源开关 |
| 氮气比例阀电源 | 输出端口 | 氮气比例阀电源开关 |
| 氧气比例阀电源 | 输出端口 | 氧气比例阀电源开关 |
| 空气比例阀 | 输出端口 | 空气比例阀输出端口 |
| 氮气比例阀 | 输出端口 | 氮气比例阀输出端口 |
| 氧气比例阀 | 输出端口 | 氧气比例阀输出端口 |
| 侧吹气 | 输出端口 | 侧吹气输出端口 |
| 高压气开关 | 输出端口 | 高压气开关端口 |
| 低压气开关 | 输出端口 | 低压气开关端口 |
| 高压气比例阀输出 | 输出端口 | 高压气比例阀输出端口 |
| 低压气比例阀输出 | 输出端口 | 低压气比例阀输出端口 |
| 高压气比例阀电源 | 输出端口 | 高压气比例阀电源开关 |
| 低压气比例阀电源 | 输出端口 | 低压气比例阀电源开关 |

吹气配置
吹气配置位于NcConfig中的 吹气配置 栏,其中主要包括四个部分:吹气模式、气路配置、比例阀、报警检测。
吹气模式
有以下两种吹气模式:
气体模式:选择气体模式的时候,气路配置 中会出现三种气路可进行配置(空气、氮气、氧气)。
气压模式:选择气压模式的时候,气路配置 中会出现两种气路可进行配置(高压气、低压气)。

气路配置
气路配置 主要配置压力低检测端口、气体开关、比例阀控制、气体压力输出范围。

压力低输入端口:对应的是端口配置中 压力低 输入端口;
气体开关:对应的是端口配置中 气体开关 输出端口;
比例阀控制端口:是针对气体比例阀的输出端口,通过模拟量电压方式空气输出气体的大小,端口固定为AOut0、AOut1、AOut2分别对应拓展版上实际的输出端口AVO1、AVO2、AVO3。
比例阀最大电压 和 比例阀最大气压 成对应比例关系:
比例阀最大电压 / 比例阀最大气压 = 比例阀实际输出1bar气AVO端口需要输出的电压值
比例阀最大气压 和 比例阀最小气压规定了比例阀的气压输出范围。
比例阀
吹气配置 中 比例阀 栏主要用于选择实际所用的比例阀类型,分为两种 气动比例阀 、 其他比例阀。
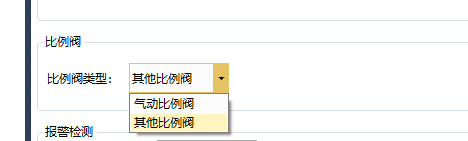
选择气动比例阀时,要选择气动比例阀驱动气体类型。

报警检测
气体配置中的报警检测分为两种:
气压低报警检测
模拟量输入检测气压
气压低报警检测
气压低报警检测是当气压过低时通过外界气压检测阀传出一个信号给到 气压低 输入端口,软件报警。
气压低报警检测两种方式,通过选项 气压检测阀后置 控制,能够同时满足 气压检测阀 前置后置的两种使用习惯。

当 气压检测阀 安装在气体比例阀之前时,建议不勾选 气压检测阀后置 选项,报警检测为立即生效。
此方式使得系统能够及时收到报警起到反馈控制的作用,避免因为比例阀出现问题导致无气体输出但却无低压力报警而出现损坏切割头的状况。
当 气压检测阀 安装在气体比例阀之后时,建议勾选 气压检测阀后置 选项,报警检测会使用设置的 气压检测延时 ,当气压低信号持续时间达到 气压检测延时 时才会报警。
此方式可避免开气后,由于气路延时导致立刻触发气压低报警的问题,而使加工无法进行。
模拟量输入检测气压
模拟量输入检测气压主要是通过比例阀传给我们拓展板AVI端口做一个是实时检测当前气压值有没有超出设定的气压范围。
操作方式:
勾选 启用模拟量输入检测气压 选项即可启用检测(默认是不勾选)。
启用检测后,需要先依据实际接线设定对应的比例阀模拟量输入端口。
端口设置好后,设置比例阀模拟量输入气压检测范围、气压警告报警误差和气压停止报警误差。
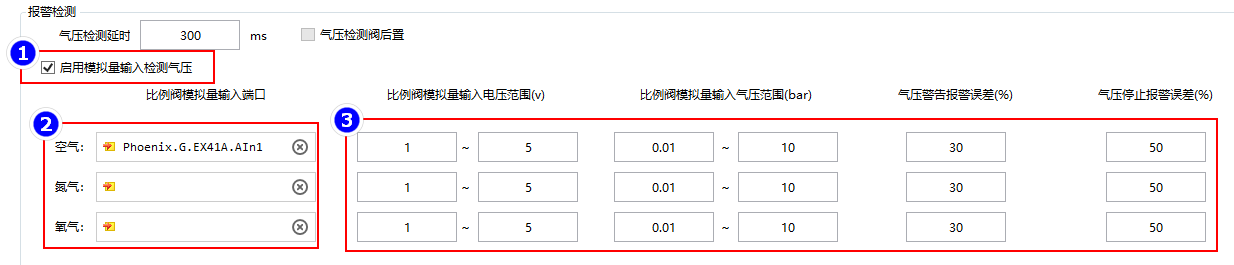
功能表现:
当实际气压超过 气压警告报警误差 时,软件会有报警提示,但是不会停止吹气和加工;
当实际气压超过 气压停止类报警误差 时,软件会有报警提示,并且会停止吹气和加工。
同轴保护气(IO)
切割头保护气的作用主要是为了防止加工时烟尘污染丝杆和切割头。
软件上配有单独的 切割头保护气 端口,位于 NcConfig → 端口配置 → 激光器 → 输出端口
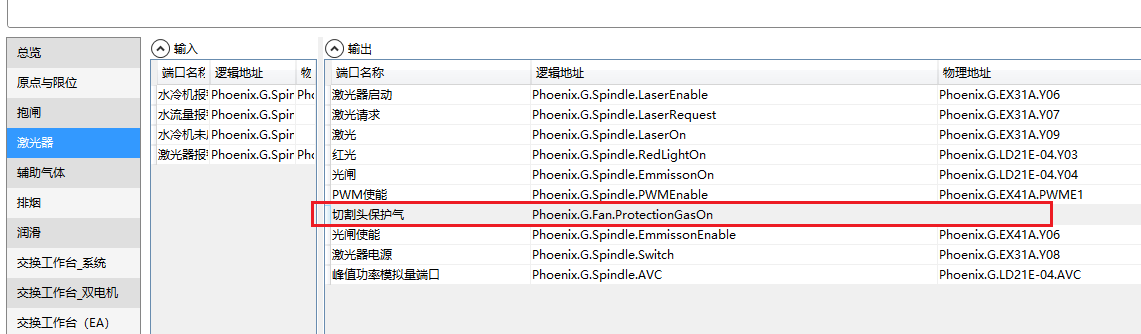
切割头保护气没有独立的按钮显示,配置完切割头保护气,执行加工时 切割头保护气 端口自动打开,加工结束后端口输出自动关闭。
常见问题
问题现象: 使用固定气体切割,但是会出现其他气体的气压低报警。
解决方法: 例如:使用氮气切割,执行加工时报错 氧气压力低报警 ,此时需要检查各个图层中的切膜、穿孔、空运行等过程选择的气体类型是否存在氧气。
修改记录
| 版本 | 修订人 | 日期 | 描述 |
|---|---|---|---|
| R1 | 激光平面应用组 | 2023.12.12 | 初版建立。 |