图层工艺使用说明
版次:2023年12月25日 第1版 作者:激光平面应用组 上海维宏电子科技股份有限公司 版权所有
图层概述
图层功能主要用于设置图层工艺,包括切割、穿孔、引线等参数,从而保证切割效果。
功能入口:
灵活加工模式,选择以下任一方式,打开 图层设置 界面。
在图层工具栏,点击
 。
。在菜单栏,点击 工艺 → 图层设置。
快捷键:按下F3打开图层设置。
批量加工模式,选中图纸后,点击
 ,打开 图层设置 界面。
,打开 图层设置 界面。
图层设置界面:
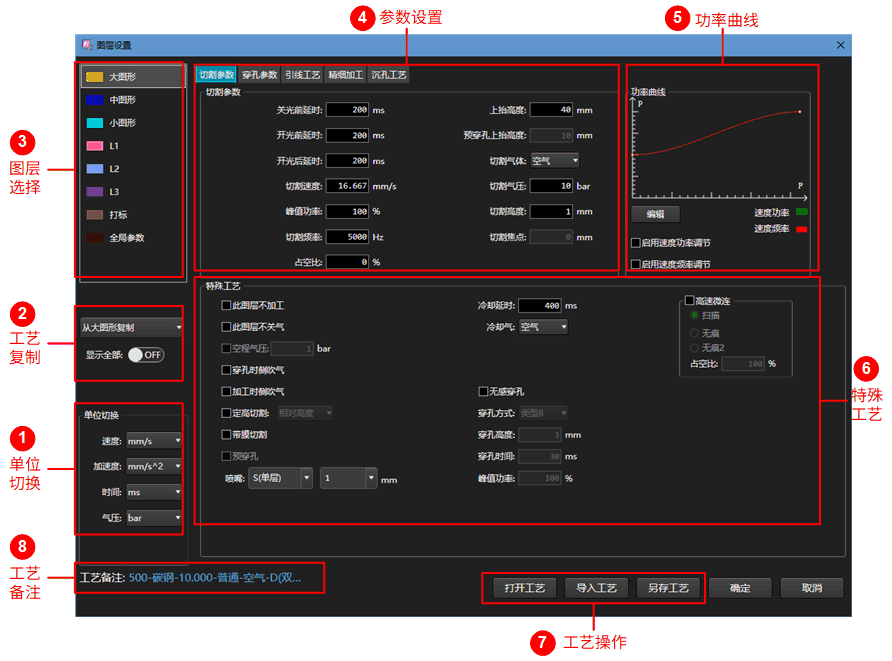
| 序号 | 名称 | 说明 |
|---|---|---|
| 1 | 单位切换 | 切换参数的单位。 |
| 2 | 工艺复制 | ▪ 从XX图形复制:可复制选择的图层参数到当前图层。 ▪ 显示全部 置于 ON 状态:显示所有图层,否则仅显示当前刀路文件中包含的图层。 |
| 3 | 图层选择 | 可选择 7 种颜色的图层,每一个颜色的图层可单独设置工艺,其中打标图层为专用图层。相同颜色的图元使用同一种图层工艺。 全局参数中的设置会应用到所有图层。 |
| 4 | 参数设置 | 可设置不同工艺的相关参数。 |
| 5 | 功率曲线 | 可设置速度功率及速度频率曲线。 |
| 6 | 特殊工艺 | 可根据实际加工需求设置不同的参数。 |
| 7 | 工艺操作 | 可打开当前计算机上的工艺或导入工艺库中的工艺以及保存当前的工艺到工艺库中。 |
| 8 | 工艺备注 | 工艺备注包含激光器功率、板材材质、板材厚度、切割气体、喷嘴类型等信息。 |
图层操作
设置图层颜色
手动绘制图元或导入加工文件后,选中图元,在图层工具栏上点击想要设置的图层颜色,其中 代表选中图形不加工。
代表选中图形不加工。
打开图层设置
不同加工模式下打开图层设置方式如下:
灵活加工模式,选择以下任一方式,打开 图层设置 界面。
在图层工具栏,点击
。在菜单栏,点击 工艺 → 图层设置。
快捷键:按下F3打开图层设置。
批量加工模式,选中图纸后,点击
,打开 图层设置 界面。
加工工艺设置
手动设置工艺参数
根据板材厚度、激光器功率手动设置切割、穿孔等参数。
导入已有工艺
从工艺库中导入已有工艺,则点击  ,然后选择需用使用的工艺。
,然后选择需用使用的工艺。

从当前计算机中导入目标工艺文件,则点击  ,然后选择需要使用的工艺。
,然后选择需要使用的工艺。

工艺保存
将工艺保存到工艺库中,设置好工艺后,点击 , 在弹窗中填写工艺备注等信息后点击 确定 即可。
, 在弹窗中填写工艺备注等信息后点击 确定 即可。
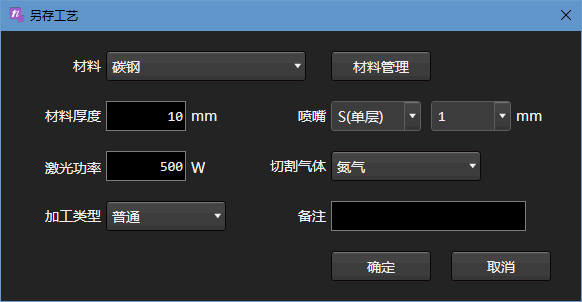
工艺备注
添加工艺备注:用于备注加工信息,便于导入/另存工艺,系统根据备注信息自动生成工艺文件名,从而区分不同加工条件的工艺文件。
工艺备注命名规则:激光器功率-材质-材料厚度-加工类型-切割气体-喷嘴类型-喷嘴孔径-备注

在 图层设置 对话框,点击 工艺备注 后的蓝色字样,弹出 工艺信息 对话框,根据实际情况设置相关参数并添加备注。
参数说明
切割参数
用于设置切割参数、特殊工艺以及编辑功率曲线。
其中通过编辑功率曲线可使切割功率随切割速度变化而变化,以保证单位面积内吸收的热功率一致,达到理想切割效果。
切割参数区域
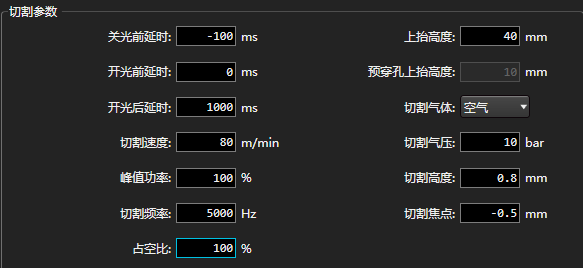
切割参数 区域,参数说明如下:
| 参数 | 说明 |
|---|---|
| 关光前延时 | 每一个图元加工完成后,经过该延时后才停止出光,延时期间不停止吹气,可设置为负数,相当于提前关光。 |
| 开光前延时 | 每一个图层开始加工前,切割头到达切割起点后经过该延时后才开始出光,延时期间持续吹气。 |
| 开光后延时 | 每一个图元开始加工后,切割头到达切割起点后开始出光,经过该延时后XY轴才有后续动作,延时期间持续吹气。 |
| 切割速度 | 实际切割的目标速度。 |
| 峰值功率 | 通过模拟量调节激光器能量,设置切割时的激光强度。 |
| 切割频率 | 切割时 PWM 调制信号的脉冲频率,也是一秒内的脉冲次数,该值越大代表每一个出光周期越小。 |
| 占空比 | 通过 PWM 调节激光器,设置切割时的占空比,占空比代表每一个周期内高电平所占的比例。 |
| 上抬高度 | 切换切割图形时,激光头上抬的高度。 |
| 预穿孔上抬高度 | 预穿孔过程中,每穿完一个孔,切割头上抬的高度。若刀路总穿孔数为 1,则该参数不生效。 |
| 切割气体 | 切割时所用的辅助气体的类型。 |
| 切割气压 | 切割时辅助气体的气压,需与比例阀配合使用。 |
| 切割高度 | 切割时喷嘴距离板材的高度。 若参数设置高度值小于直接跟随最大高度,则直接跟随到该位置;若参数设置高度大于直接跟随最大高度,则Z轴先跟随到距离板面1mm位置,再以此为基准增量运动到参数设置的高度值。 |
| 切割焦点 | 启用焦点控制后生效。切割时焦点的位置。 |
特殊工艺区域
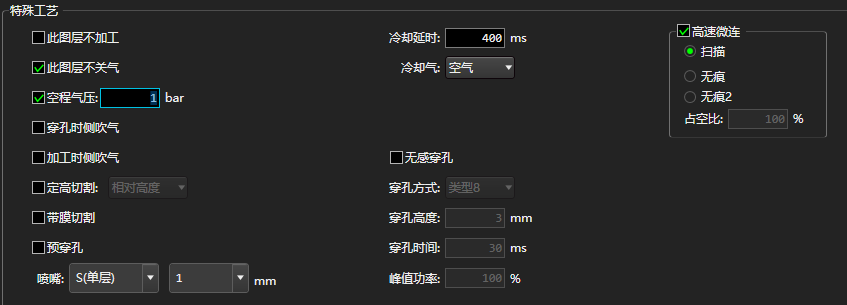
特殊工艺 区域,参数说明如下:
| 参数 | 说明 |
|---|---|
| 此图层不加工 | 不加工当前图层下的所有图形。 |
| 此图层不关气 | 加工本图层内图形期间不关吹气端口。 |
| 空程气压 | 勾选此图层不关气后可以设置空程气压,达到节约气体的目。 |
| 穿孔时侧吹气 | 在穿孔时,打开侧吹气端口。 |
| 加工时侧吹气 | 在切割加工时,打开侧吹气端口。 |
| 定高切割 | 切割时,一直维持在固定的Z轴坐标进行切割。 相对高度:以切割高度为基准,Z轴到达切割高度后始终以固定的机械坐标执行加工,不再跟随板材的起伏调整高度; 绝对高度:Z轴以常用参数中的定高位置的坐标执行加工。 |
| 带膜切割 | 切割表层贴膜的金属材料时启用,在全局参数中设置带膜切割的参数。 |
| 预穿孔 | 当前图层下的所有加工对象启用预穿孔功能,使所有刀路在实际加工前提前穿孔,需要在穿孔参数中勾选穿孔。 |
| 喷嘴 | 喷嘴类型以及孔径。 |
| 高速微连 | 在微连处不开激光,切割头不减速继续运动。 |
| 冷却延时 | 加工到冷却点时,进行吹气冷却的时间。 |
| 冷却气 | 吹气冷却时所用的气体。 |
无感穿孔
勾选无感穿孔后,使用无感穿孔里的参数执行穿孔动作,而不使用图层中的穿孔参数。无感穿孔的焦点为切割焦点。
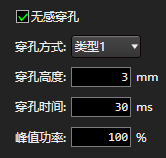
穿孔方式:类型1~类型10,对应穿孔时的占空比10%~100%。
穿孔高度:穿孔时距板高度。
穿孔时间:穿孔动作执行的时间。
峰值功率:穿孔时的模拟量最大功率。
高速微连
勾选高速微连后,加工带微连的图元时,经过微连部分XY轴不停止,在微连起点停止出光,微连终点重新出光。
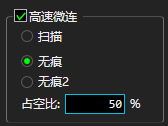
扫描:在整个微连段,占空比为0,即完全不出光。
无痕:可设置在微连处的占空比,即在微连处也出光,峰值功率与加工一致。
无痕2:可设置在微连处的峰值功率,占空比与切割占空比一致。
无痕和无痕2的区别:一个是调节微连处的占空比,一个是调节峰值功率。
功率曲线区域
功率曲线区,根据需要勾选 启用速度功率调节 和 启用速度频率调节 ,参数说明如下:
| 参数 | 说明 |
|---|---|
| 启用速度功率调节 | 切割时使切割占空比随着切割速度变化而变化,具体数值由速度功率曲线决定。 |
| 启用速度频率调节 | 切割时使切割频率随着切割速度变化而变化,具体数值由速度频率曲线决定。 |
点击 编辑,在弹出的 速度功率曲线编辑 对话框中点击左上角的页签,选择需要曲线。

编辑曲线:
添加曲线节点。添加的节点越多,曲线越精确。有以下添加方式:
- 在曲线上,双击目标位置。
- 点击 添加 ,列表自动添加一组速度功率值,双击修改数值后,点击空白区域。速度功率曲线为递增式曲线,添加的值需依次递增,且0 和 100 无法修改。
删除曲线节点。
- 双击已添加的节点位置,删除曲线节点。
- 选中某组速度功率值,点击 删除 删除该组值。
点击 清空,将曲线还原成默认曲线。
如果要将当前的曲线节点数据复用到另外一个曲线上,则当前页面的下方点击 复制到频率 或 复制到功率。
穿孔参数

设置穿孔参数,穿孔动作说明如下:
| 参数 | 说明 |
|---|---|
| 不穿孔 | 不执行穿孔,直接开始加工。 |
| 一级穿孔 | 1. 开启随动阀及吹气阀。 2. 控制切割头下降至 穿孔高度 ,若参数设置高度值小于直接跟随最大高度,则直接跟随到该位置;若参数设置高度大于直接跟随最大高度,则Z轴先跟随到距离板面1mm位置,再以此为基准增量运动到参数设置的高度值。等待 吹气延时 时间。 3. 开启激光阀,开始穿孔,持续时间为 穿孔延时。 4. 根据穿孔方式,执行以下操作: ▪ 渐进穿孔:不关闭激光阀,以 渐进速度 下到 切割高度,开始切割加工。 ▪ 分段穿孔:关闭激光阀,控制切割头空移下降至 切割高度 后,开启激光阀,开始切割加工。 ▪ 变频穿孔: 不关闭激光阀,首先在变频时间内,以变频穿孔的起始频率、占空比、变频焦距→终止频率、占空比、焦距,进行渐进变化的变频穿孔加工;然后在穿孔出光延时内,以终止频率、占空比进行恒定的穿孔加工。 |
| 二级穿孔 | 1.执行二级穿孔; 2.执行一级穿孔 |
| 三级穿孔/五级穿孔 | 1.执行五级穿孔 2.执行四级穿孔 3.执行三级穿孔; 4.执行二级穿孔; 5.执行一级穿孔; |
穿孔参数说明如下:
如果需要复制左边/右边级穿孔参数,点击 /
/ 进行复制。
进行复制。
| 参数 | 说明 |
|---|---|
| 渐进速度 | 设置使用渐进穿孔时从穿孔高度下降到切割高度的速度。 |
| 峰值功率 | 通过模拟量调节激光器,设置穿孔时的激光强度。 |
| 频率 | 穿孔时 PWM 调制信号的载波频率,穿孔时一般采用较低的频率,用脉冲穿孔来避免爆孔。 |
| 占空比 | 通过 PWM 调节激光器,设置穿孔时的占空比。 |
| 气体 | 穿孔时所用的辅助气体。 |
| 气压 | 穿孔时的辅助气体的气压,需与比例阀配合使用。 |
| 高度 | 穿孔时距板材的高度。 |
| 焦点 | 穿孔时焦点的位置。 |
| 穿孔延时 | 在穿孔高度开激光的时间。 |
| 停光吹气 | 停光吹气功能开关: ▪ 开关为ON:关闭激光执行吹气。 ▪ 开关为OFF:穿孔结束后不停光吹气。 |
| 停光吹气高度 | 停光吹气的高度。 若参数设置高度值小于直接跟随最大高度,则直接跟随到该位置。 若参数设置高度值大于直接跟随最大高度,则Z轴先跟随到距离板面1mm位置,再以此为基准增量运动到参数设置的高度值。 |
| 停光吹气气体 | 空气、氮气、氧气。 |
| 停光吹气气压 | 吹气时的气压值。 |
| 吹气时间 | 关闭激光后再执行吹气的间隔时间。 |
引线工艺
用于选择引线方式,并设置引线参数。
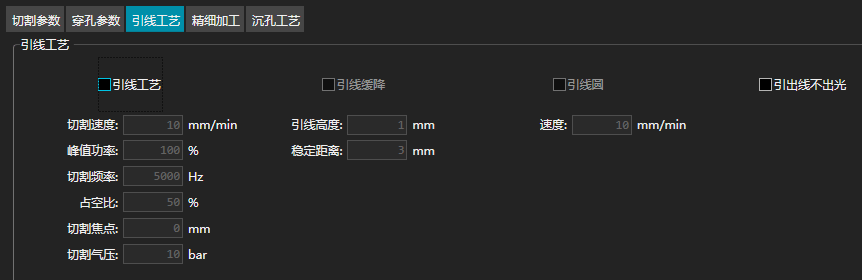
| 引线方式 | 说明 |
|---|---|
| 引线工艺 | 勾选引线工艺后,加工引刀线时以引线工艺的参数进行加工,不勾选则以加工参数进行加工。 |
| 引线缓降 | 在起步阶段,速度慢导致能量大,渣较多易造成随动抖动,通过抬高切割头到引线高度来减小渣对电容的影响,一边加工引线一边切割头缓慢下降。勾选后启用引线缓降,不勾选则不启用。 引线高度:切割头从引线高度慢慢降低到切割高度,引线高度需要大于切割高度。 稳定距离:引线缓降时加工引线的距离,为了切割头抖动,需要保证引线长度-稳定距离>3mm。 |
| 引线圆 | 为了清除引线穿孔附近熔渣过多的区域,但不必考虑切割效果。 速度:勾选引线圆后,若引线起点有小圆,则小圆以引线圆的速度加工;不勾选则以引线速度加工。 |
| 引出线不出光 | 勾选后,加工引出线时不会出光;不勾选则正常加工引出线。 |
精细加工
设置起刀、收刀工艺
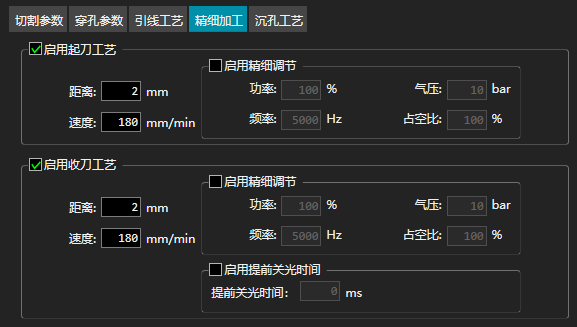
| 参数 | 说明 |
|---|---|
| 启用起刀工艺 | 厚板切割起始阶段切割不良时使用,若不启用精细调节,效果等同于原来的慢速起步。 |
| 启用收刀工艺 | 厚板切割图元结束阶段拖尾时使用,若不启用精细调节,效果等同于原来的慢速收尾。 |
使用起刀、收刀及精细调节工艺,改善烧穿、切不透或过烧熔渣等问题。
注意
起刀、收刀工艺与以下三种加工工艺有冲突。
- 启用引线工艺时,与起刀工艺有冲突。
- 有飞切、高速微连时,起刀收刀工艺不生效。
- 启用速度功率调节时,起刀收刀工艺不生效
尖角工艺
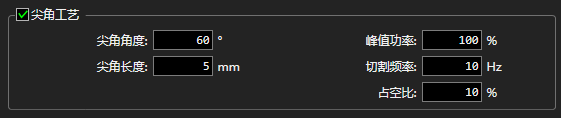
| 参数 | 说明 |
|---|---|
| 尖角工艺 | 对于某些尖角图形,可通过尖角工艺实现功率精细调节。勾选后加工尖角时使用尖角工艺的功率参数。 |
| 尖角角度 | 小于尖角角度的部分使用尖角工艺进行加工。 |
| 尖角长度 | 尖角两侧使用尖角工艺加工的长度。 |
圆弧工艺
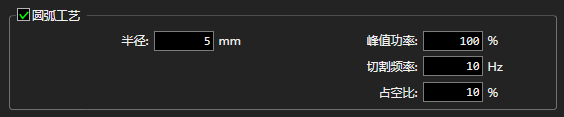
| 参数 | 说明 |
|---|---|
| 圆弧工艺 | 对于特定圆弧,可通过圆弧工艺实现功率精细调节。勾选后加工圆弧时使用圆弧工艺的功率参数。 |
| 半径 | 小于半径参数的圆弧使用圆弧工艺进行加工。 |
精密切割

勾选精密切割后,当前图层的加工加速度、参数圆最大速度、进给加速度变化时间、转角误差等参数应用精密切割中的参数;若不勾选,则使用常用参数中的值。精密切割可满足不同图层中的加工效果要求。
沉孔工艺
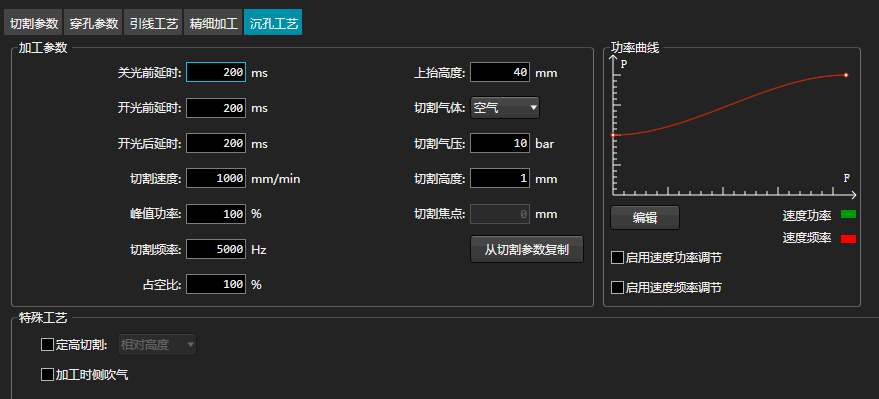
通过沉孔工艺功能,可保障贵金属的断面效果,可直接加工沉孔,以免去后续钻孔、倒角等耗时工序。
仅在大图形/中图形/小图形/L1/L2/L3图层中支持此工艺,打标及全局参数图层不支持。
点击 从切割参数复制 可以将图层中 切割参数 页中的参数复制到沉孔工艺中,点击后先弹出对话框进行确认。
- 加工参数 区域,参数说明如下:
| 参数 | 取值范围 | 单位 | 说明 |
|---|---|---|---|
| 关光前延时 | [-10000, 1800000] | ms | 沉孔辅助线加工完成,关光前的延时等待时间,负数表示提前关光。 |
| 开光前延时 | [0, 1800000] | ms | 沉孔辅助线加工开始,开光前的延时等待时间。 |
| 开光后延时 | [0, 1800000] | ms | 沉孔辅助线加工开始,开光后的延时等待时间。 |
| 切割速度 | [10, 最大加工速度] | mm/min | 沉孔辅助线的加工速度,最大加工速度为:X、Y单轴最大速度的合速度。 |
| 峰值功率 | [0, 100] | % | 沉孔辅助线加工时的激光峰值功率。 |
| 切割频率 | [0, 65535] | Hz | 沉孔辅助线加工时的激光PWM频率。 |
| 占空比 | [0, 100] | % | 沉孔辅助线加工时的激光PWM占空比。 |
| 上抬高度 | [0, 1000] | mm | 沉孔辅助线加工时的激光头上抬的高度。 |
| 切割气体 | 1.空气、2.氮气、3.氧气 | - | 沉孔辅助线加工时的吹气气体类型,实际使用的气体类型可配置。 |
| 切割气压 | [0, 气体最大压力] | bar | 沉孔辅助线加工时的吹气压力,各类型气体最大压力可配置。 |
| 切割高度 | [0.01,100] | mm | 沉孔辅助线加工时的距板高度 。 |
| 切割焦点 | [W轴负软极限, W轴正软极限] | mm | 沉孔辅助线加工时的焦点位置,未启用焦点控制时无效。 |
特殊工艺 区域,参数说明如下:
沉孔工艺特殊工艺仅支持:定高切割、加工时侧吹气。
启用定高切割,Z轴移动到距离板面 切割高度 的位置,而后Z轴保持在同一高度切割。
启用加工时侧吹气,在加工沉孔辅助线开始前打开侧吹气端口,沉孔辅助线加工完成关闭侧吹气端口。
全局参数
全局参数对所有图层生效,可设置切膜参数、振动抑制、电容矫正、除渣工艺等参数。
切膜参数

| 参数 | 说明 |
|---|---|
| 切膜方式 | 逐个切膜:每个图元先切膜再加工,再去切下一个图元; 分组切膜:每个分组中的图元全部切膜完成再加工,再去切下一个分组; 全局切膜:所有的图元先切膜,完成后再加工。 |
| 定高切膜 | 勾选后,切膜时使用常用参数中的定高位置加工。 |
| 切膜后不关气 | 勾选后,当前图元切膜完成后去下一个图元切膜的过程中不关气。 |
| 先预穿孔后切膜 | 勾选后,无论选择何种方式切膜,始终先执行预穿孔再执行切膜。若不勾选,一般优先切膜再执行预穿孔。 |
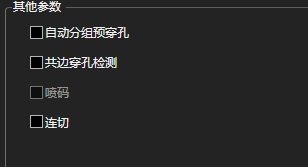
其他参数
| 参数 | 说明 |
|---|---|
| 自动分组预穿孔 | 勾选后,先对当前分组的图元全部执行预穿孔后再执行加工,加工完成后再对下一个分组执行预穿孔及加工动作。 |
| 共边穿孔检测 | 勾选后,对于共边刀路,在共边起点不穿孔;若不勾选,在共边起点处也会执行穿孔。 |
| 喷码 | 特殊功能,需单独注册。 |
| 连切 | 勾选后,对于首尾相连的图形,在连接处不降速,直接切割。 |
高级工艺
振动抑制
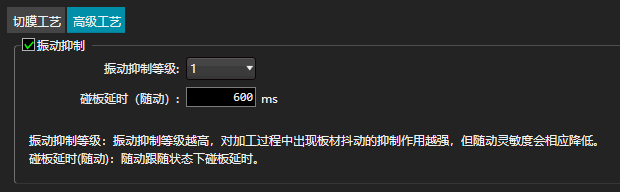
勾选高级工艺中的振动抑制,在加工当前图纸时,以高级工艺中的振动抑制等级和碰板延时(随动)进行加工;若不勾选,则以随动参数中的值进行加工。
电容矫正
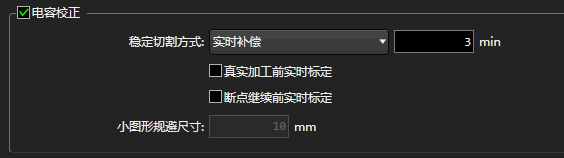
稳定切割方式:
实时补偿:长时间加工后,喷嘴温度升高,导致当前电容与标定数据产生偏差,需要对当前电容进行补偿;
前提条件:随动参数中启用电容补偿;
功能表现:在加工过程中每经过间隔时间且当前图元加工完后,切割头去到停靠位置执行一次吹气,并把吹气时的电容值补偿到标定数据中。
实时标定:长时间加工后,喷嘴温度升高,导致当前电容与标定数据产生偏差,需要重新标定记录当前电容;
前提条件:随动参数中启用电容补偿;
功能表现:在加工过程中每经过间隔时间且当前图元加工完后,切割头去到下一个加工图元上执行一次快速标定。
真实加工前实时标定:
勾选后,每次开始加工前,切割头都会进行一次快速标定。
断点继续前实时标定:
勾选后,每次按下断点继续之前,切割头都会进行一次快速标定。
小图形规避尺寸:
当加工图元的外接矩形框的最长边小于规避尺寸时,不会执行实时标定或者实时补偿的动作。
除渣工艺
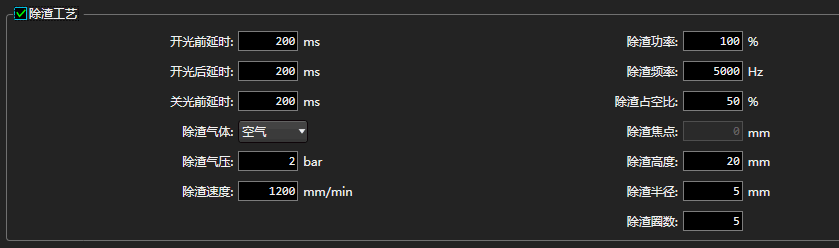
启用除渣工艺必须有穿孔工艺,主要用于厚板除渣。
| 参数 | 说明 |
|---|---|
| 除渣高度 | 除渣时切割头离板面的距离。 |
| 除渣半径 | 穿孔点到除渣最外圈的距离。 |
| 除渣圈数 | 除渣时切割头旋转的圈数。 |
| 除渣速度 | 除渣时的切割速度。 |
修改记录
| 版本 | 修订人 | 日期 | 描述 |
|---|---|---|---|
| R1 | 激光平面应用组 | 2023.12.25 | 初版建立。 |