三卡盘切割头移动机型调试手册
版次:2024年07月17日 第1版 作者:激光管切应用组 上海维宏电子科技股份有限公司 版权所有
功能背景
通用管切机床在生产加工过程中,受机床本身限制存在以下不足:
受前卡盘宽度与后卡爪夹持长度的影响,无法实现零尾料加工;
两卡盘夹持承重能力不足,无法切割重型管以及长零件管材;
切割长零件时,管材由于自身重力以及加工甩动,容易造成切割零件形变,加工精度不准等情况。
针对以上问题,客户机床增加了一个卡盘,在加工重管以及长零件时三卡同时夹持,弥补双卡盘机型的不足,且可通过切换夹持管材的卡盘实现零尾料切割。
功能简介
为了适配客户三卡盘机床,软件配套实现三卡盘切割功能。通过设置三卡盘相关机械参数,软件将各个卡盘的位置统一在一个坐标系中,从而可以在卡盘运动过程中动态防撞,还可在加工过程中,根据卡盘的位置和干涉参数以及待加工图形所在位置,自动切换卡盘位置以及夹持情况,在确保能加工的同时,最大程度保证多卡夹持,稳定加工效果。
调试流程
切割头移动轴设置
参数设置流程:
启用扩展轴
设置入口:NcConfig → 机床部件 → 扩展轴
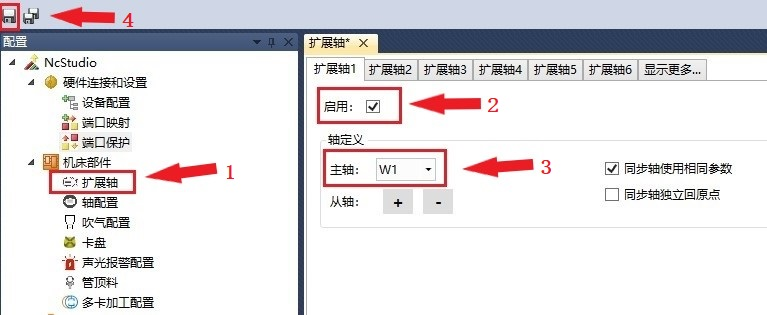
打开扩展轴界面,启用扩展轴,在轴定义中设置控制切割头移动扩轴并保存结果。
启用多卡加工配置
设置入口:NcConfig → 机床部件 → 多卡盘加工配置

打开多卡加工配置,启用切割头移动轴,切割头移动轴栏,设置控制切割头移动扩展轴并保存。
原点设置
原点设置流程:
回原点参数设置
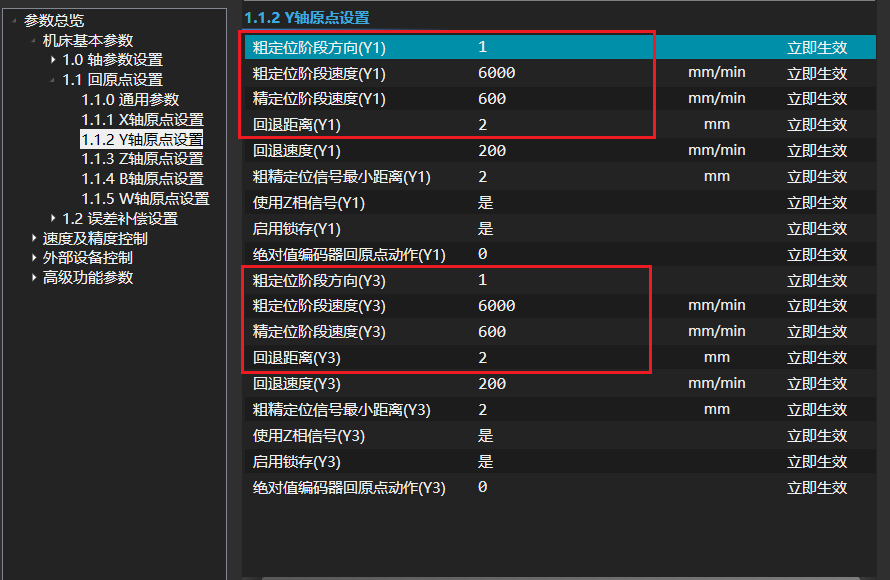
设置入口:菜单栏→ 设置→系统参数→回原点设置
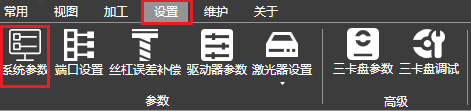
设置Y1、Y3、W1回原点方向,粗定位速度,回退距离。

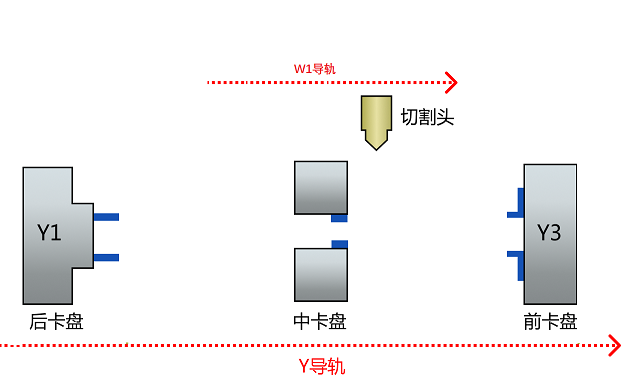
Y1:移动Y1轴后卡盘运动
Y3:移动Y3轴前卡盘运动
W1:移动W1轴切割头左右运动
执行回原点
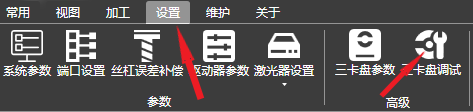
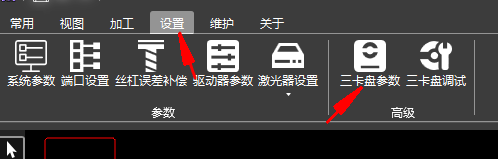
设置入口:菜单栏 → 设置 → 三卡盘调试
按先后顺序,分别执行 Y1、Y3、W1 回零。

原点位置参数设置
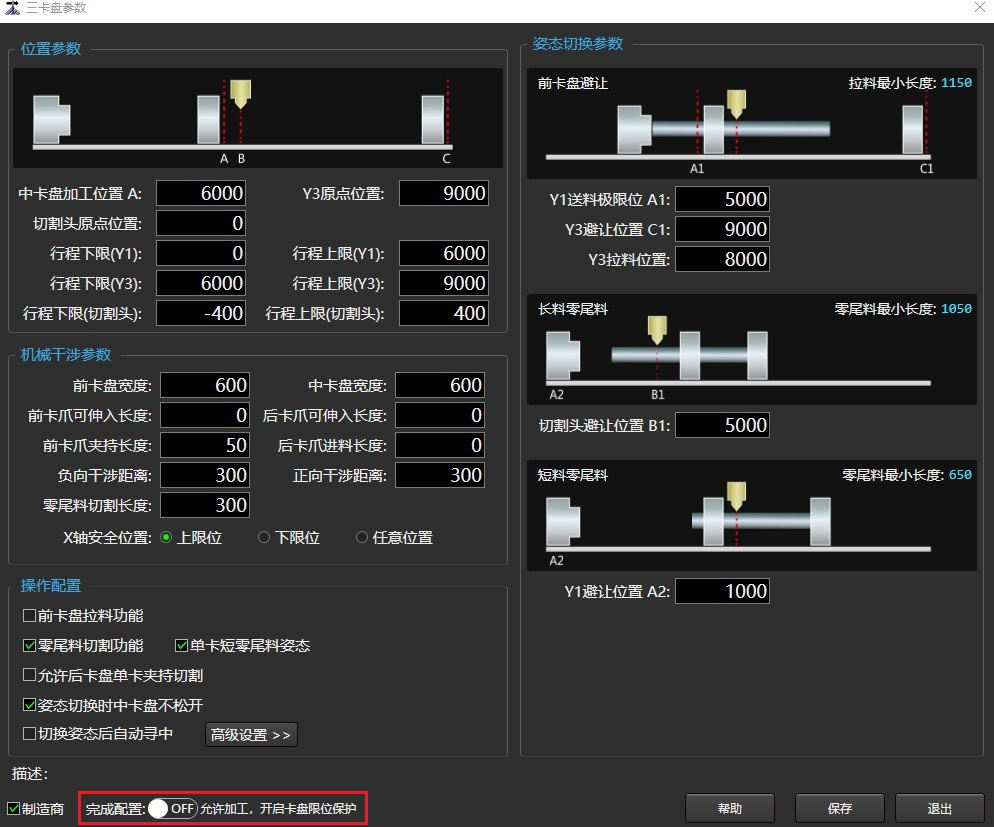
设置入口:菜单栏 → 设置 → 三卡盘参数

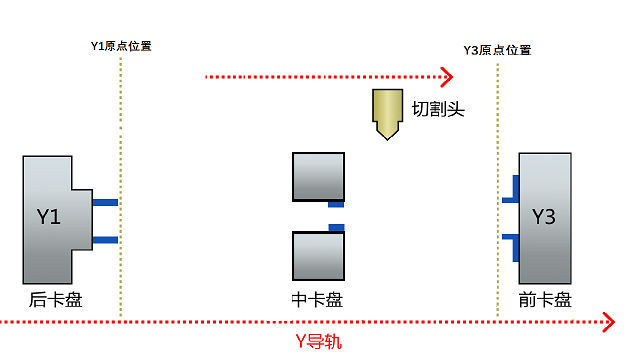
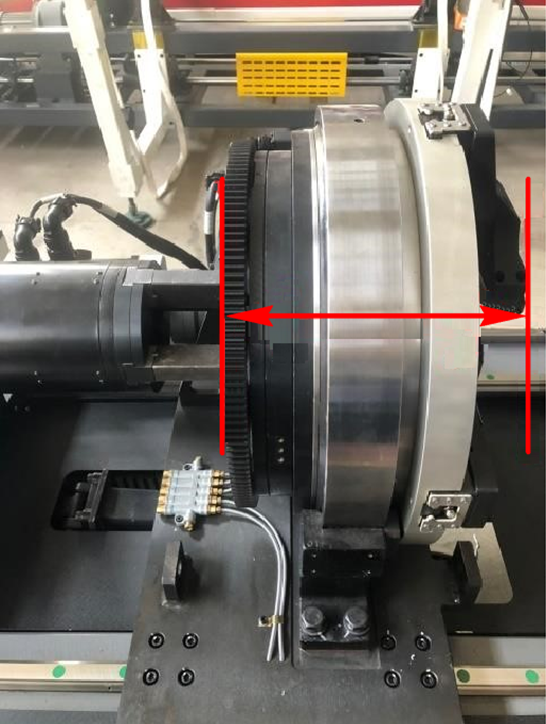
Y1、Y3 、W1完成回零动作后,按如下示意图,测量"中卡盘加工位置A"," Y3 原点位置","切割头原点位置"分别在"三卡盘基本参数"界面填入并保存。
参数说明如下:
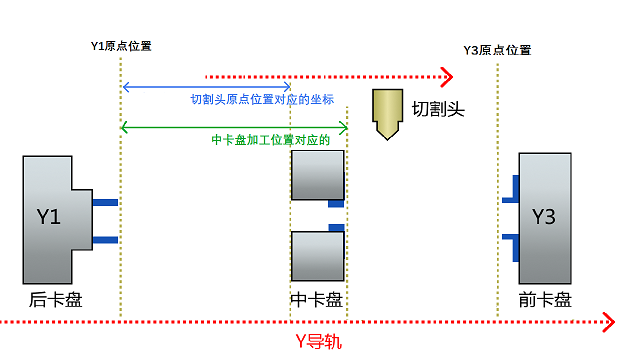
中卡盘加工位置A:
参数说明: 中卡盘距Y1原点位置的距离。
设置方法: Y1轴回机械原点,向前移动Y1轴与中卡盘靠近,靠近后再测量中卡盘前端面与Y1轴前端面距离,测量值+Y1轴机械坐标即为中卡盘加工位置A。
Y3原点位置:
参数说明: Y3轴回原点后距Y1原点位置的距离。
设置方法: 在设置完成"中卡盘加工位置A"位置后,移动Y3轴与中卡盘靠近,测量Y3前端面与"中卡盘加工位置A"距离,测量值+"中卡盘加工位置A"+Y3移动距离即为Y3原点位置。
切割头原点位置:
参数说明: W1轴回原点后 ,切割头光斑位置距Y1原点位置的距离
设置方法: Y1轴回机械原点,切割头在W1轴原点位置,向前移动Y1轴与切割头靠近,靠近后再测量切割头光斑与Y1轴前端面距离,测量值+Y1轴机械坐标即"切割头原点位置"。
Y1 Y3 切割头行程设置
设置Y1、Y3、切割头行程上下限。

参数说明如下:
Y1行程下限:
**参数说明:**Y1原点开关位置。
**设置方法:**Y1轴回机械原点后向负方向能安全移动的距离,Y1的行程下限就对应原点位置即0。
Y1行程上限:
**参数说明:**Y1轴正向安全移动极限位置机械坐标。
**设置方法:**Y1轴能正向移动的极限位置,以硬限位作为参考。
Y3行程下限:
**参数说明:**Y3轴负向安全移动极限位置对应机械坐标。
**设置方法:**Y3轴回机械原点后向负方向能安全移动的距离。
Y3行程上限:
**参数说明:**Y3轴正向安全移动极限位置对应机械坐标。
**设置方法:**Y3轴能正向移动的极限位置,一般以硬限位作为参考。
行程下限(切割头):
**参数说明:**W1轴负向安全移动极限位置对应机械坐标。
**设置方法:**W1轴回机械原点后向负方向能安全移动的距离。
行程上限(切割头):
**参数说明:**W1轴正向安全移动极限位置对应机械坐标。
**设置方法:**W1轴正向移动的极限位置,一般以硬限位作为参考。
机械干涉参数设置
参数说明如下:
前卡盘宽度:
**参数说明:**前卡盘前端面到后端面的长度。
**设置方法:**测量前卡盘前端面到后端面的距离,前端面和后端面要包含卡盘结构的干涉区间。
中卡盘宽度:
**参数说明:**中卡盘前端面到后端面的长度。
**设置方法:**测量中卡盘前端面到后端面的距离,前端面和后端面要包含卡盘结构的干涉区间。
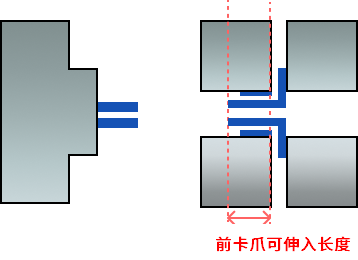
前卡爪可伸入长度:
**参数说明:**前卡爪能伸进中卡盘距离。
**设置方法:**中卡盘不张开的情况下,前卡盘可伸进中卡盘的距离值。
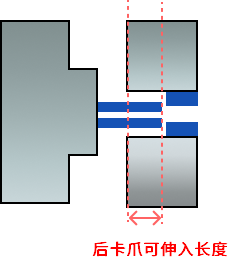
后卡爪可伸入长度:
**参数说明:**后卡抓能伸进中卡盘距离
**设置方法:**中卡盘不张开的情况下,后卡盘能伸进中卡盘的距离值。
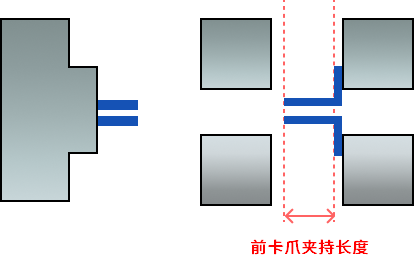
前卡爪夹持长度:
**参数说明:**前卡爪夹持住管材距离前卡爪盘端面的距离。
**设置方法:**前卡盘后端面到前卡爪能夹持住管材的距离。
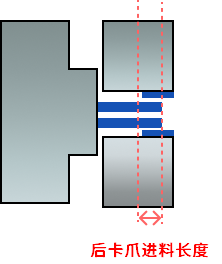
后卡爪进料长度:
**参数说明:**中卡盘张开后卡爪能伸进卡盘距离。
**设置方法:**中卡盘闭合与张开状态下卡爪能伸入的差值,坐标(A- B)。

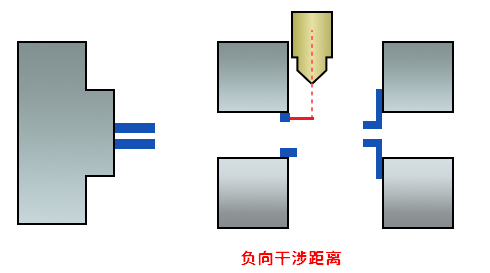
负向干涉距离:
**参数说明:"中卡盘加工位置A"**到光斑点的长度。
**设置方法:**将切割头移动到中卡盘右侧,且不干涉切割头正常运动最靠近的距离,此时开红光,测量卡盘前端面到光斑中心位置,测量值即为负向干涉距离。
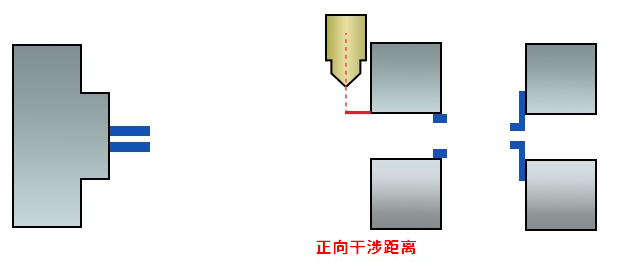
正向干涉距离:
**参数说明:**中卡盘左侧与切割头不碰撞的最小距离。
**设置方法:**将W1轴运动到中卡盘左侧极限位置,不干涉切割头正常运动情况下,测量卡盘后端面到激光光斑的距离
**X轴安全位置:**姿态切换时,Z轴上抬到最高位置,横移轴需定位的位置。
**零尾料切割长度:**Y1轴运动到靠近"切割头避让位置"且与切割头上下移动不干涉,激光光斑到后卡盘夹持管材末端的长度
姿态切换参数设置
一般建议按照如下顺序设置姿态切换参数:
前卡盘避让
前卡盘避让姿态
前卡盘避让姿态作用:切割"Y1送料极限A1"内图形。
姿态切换条件:
不满足前卡盘拉料要求。
图元加工最大位置对应Y1轴坐标小于"Y1送料极限A1"。
前卡盘拉料姿态
前卡拉料姿态的作用:
切割时固定长零件的尾部位置,提升切割精度。
避免因加工甩动,造成的零件变形。
姿态切换条件:
操作配置: 启用前卡盘拉料功能。

管材伸出切割头长度大于拉料所需最小长度。
图元加工最大位置对应Y1轴坐标小于"Y1送料极限A1"。
相关参数说明:
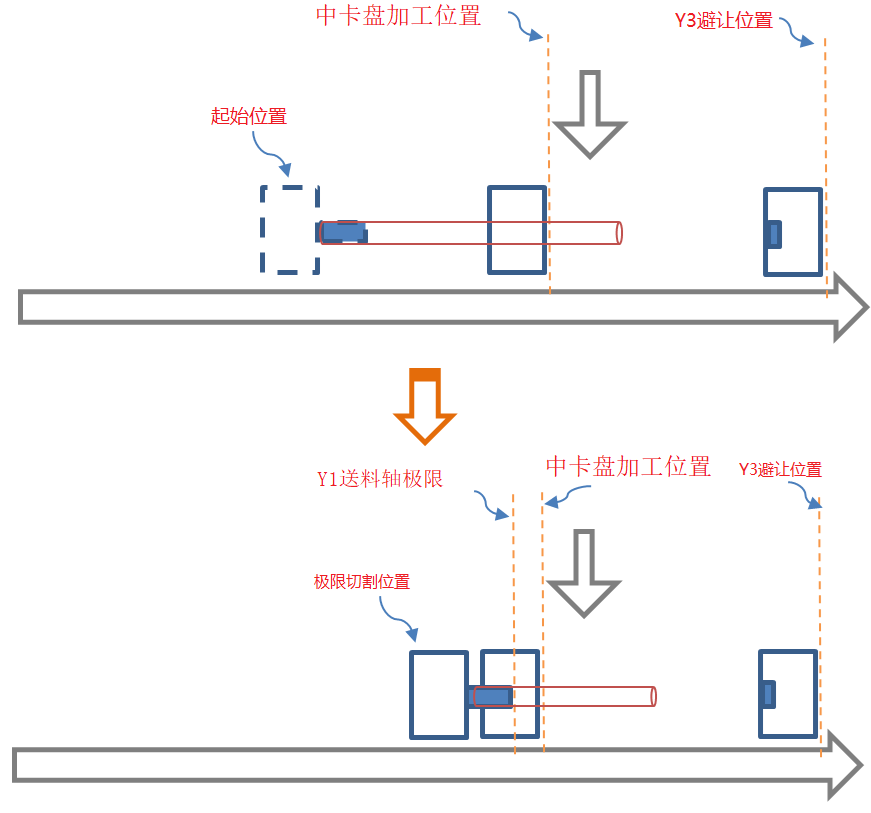
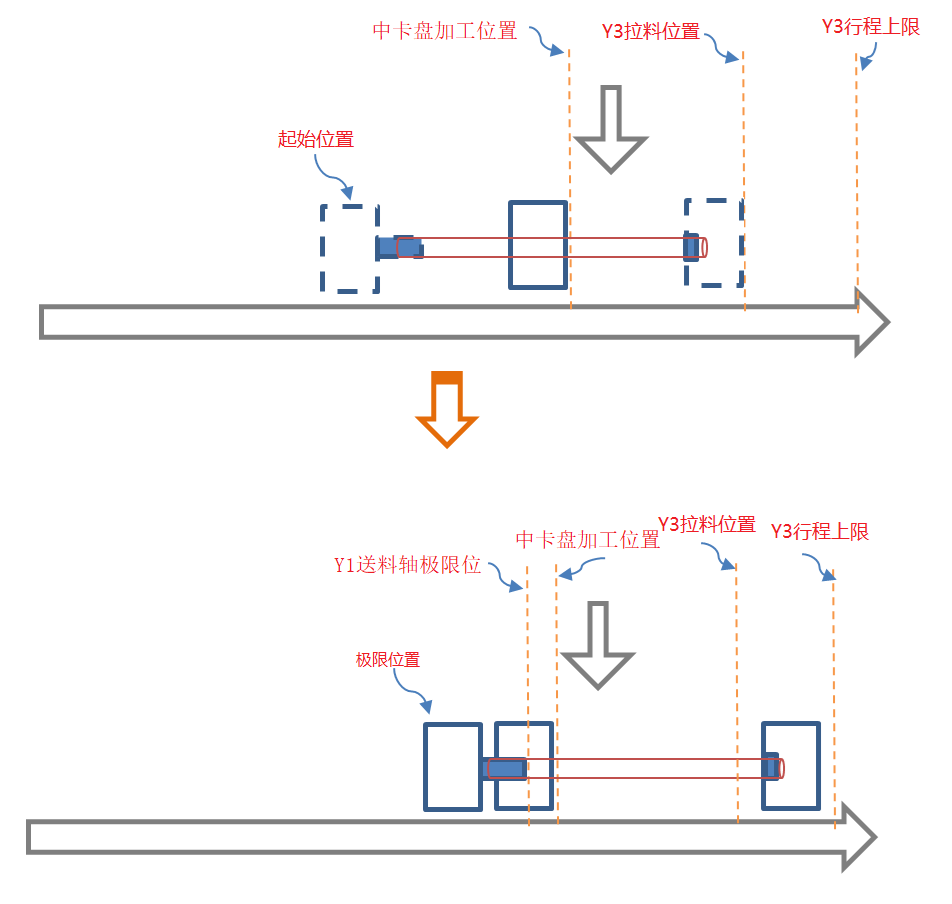
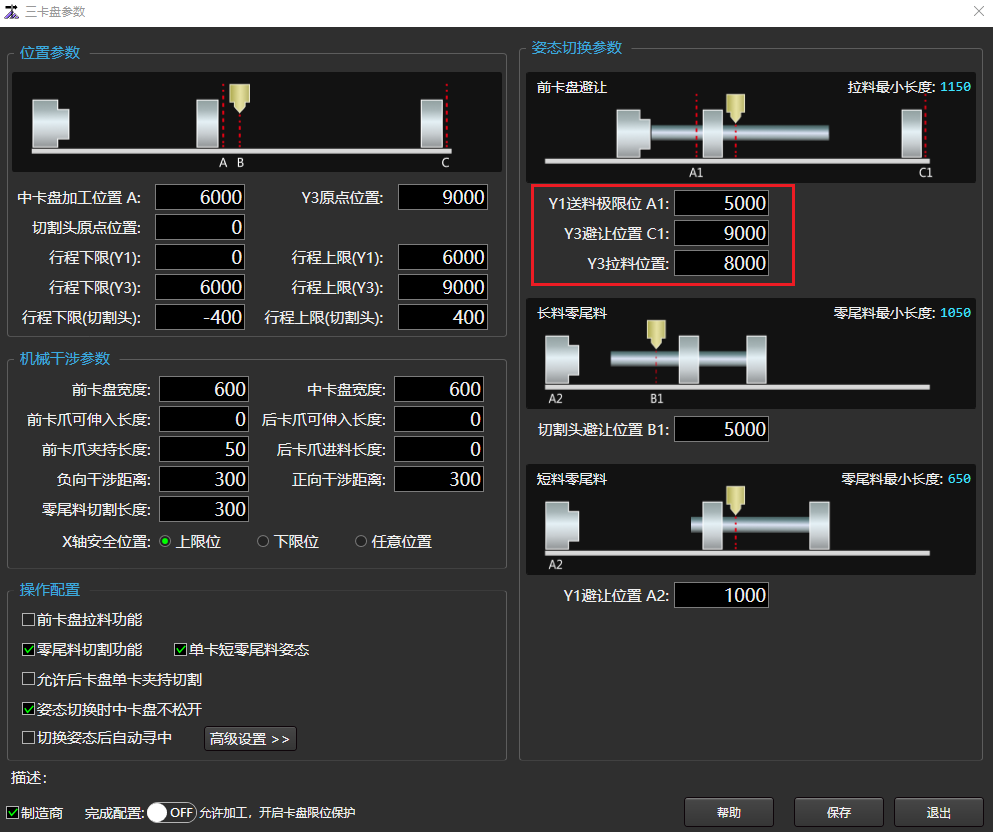
Y1送料轴极限位A1:
参数说明: 前卡盘能安全运动到的极限位置对应机械坐标轴值
设置方法: 移动Y1与中卡盘之间不发生碰撞极限位置,记录此时的Y1轴坐标,将此坐标填入"Y1送料轴极限位A1"
Y3避让位置C1:
参数说明: 前卡盘避让动作时Y3停靠位置
设置方法: 根据实际使用场景来灵活设置,如有出料侧顶料,避让位置需要避开顶料的区域,如没有出料侧顶料,需要进行前卡拉料,那么可设置避让位置靠近拉料位置
Y3拉料位置:
**参数说明:**前卡盘避让姿态下,管头超出此位置时进行前卡盘拉料动作
**设置方法:**移动Y3需要进行前卡盘拉料大致的位置,记录此时的Y3轴坐标,将此坐标填入"Y3拉料位置"
长料零尾料姿态
长料零尾料姿态的作用:
切割大于"Y1送料轴极限A1"图形
前中卡盘双卡夹持管材,尾料切割更稳定,精度更准
姿态切换条件:
操作配置: 启用零尾料功能。
图元加工最大位置对应Y1轴坐标超过"送料轴极限位A1"。
管头足够前中卡夹持,并且能够完成图元切割
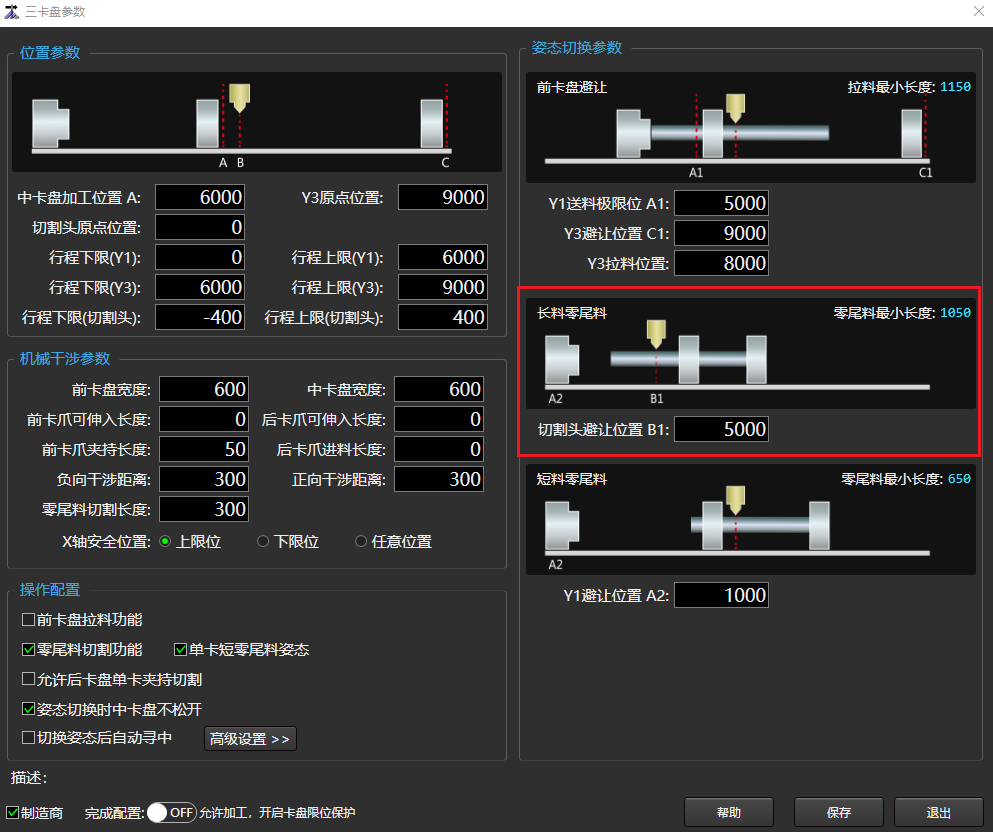
相关参数说明:
切割头避让位置B1:
参数说明: 切割头避让后中卡所在的位置
设置方法: 避让位置距中卡盘后端面可设置的最大距离,需满足小于"中卡盘加工位置A"-中卡盘宽度-正向干涉距离。
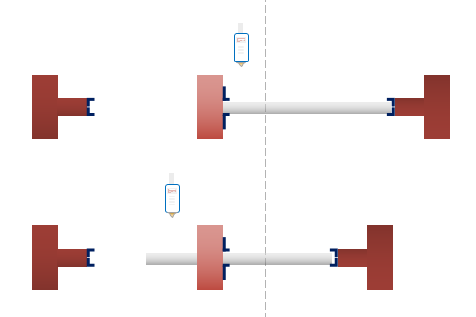
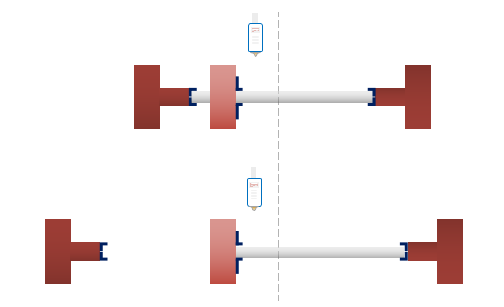
短料零尾料姿态
前中卡夹持短料零尾料
前中卡夹持短料零尾料姿态作用:
当剩余管长较短时,中卡盘宽度内的管长部分在其它姿态下切割不到的情况
姿态切换条件:
操作配置: 启用零尾料功能
图元加工最大位置对应Y1轴坐标超过"送料轴极限位A1"
管材尾端中卡能够夹持
管材前端前卡能够夹持,且能够完成图元切割
前卡单卡夹持短料零尾料
前卡单卡夹持短料零尾料作用:剩余管长较短,管材不足以支持其它零尾料姿态切割
姿态切换条件:
操作配置: 启用零尾料功能
操作配置: 启用单卡短零尾料姿态
不支持其他零尾料切割姿态
相关参数说明:
Y1避让位置A2:
参数说明: 零尾料姿态下后卡盘需移动到的位置。
设置方法: 可根据实际要求进行灵活设置,此值设置比较小,零尾料姿态切换耗时变长,设置较大,下个管材上料后卡盘定位时间变长。

完成配置
参数设置完成后,在三卡盘参数界面,完成配置并保存。
三卡盘姿态验证
设置好三卡盘参数后,在"三卡盘调试"界面进行姿态验证。
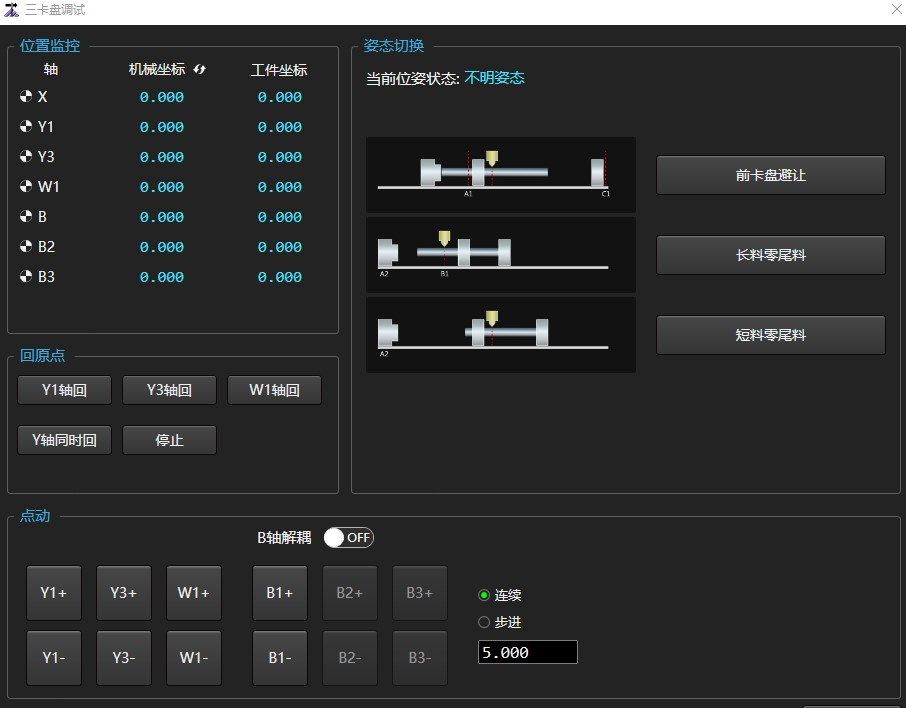
操作步骤:
调低进给倍率,不夹持管材进行姿态切换,检查卡盘运动位置是否符合预期。
调低进给倍率,X、Z轴在原点位置,移动Y1、Y3轴使卡盘之间靠近。
若出现碰撞,检查原点位置与卡盘宽度是否设置错误。
- X、Z轴处于干涉位置状态下,移动W1轴。
若发生碰撞,需检查正负干涉距离参数。
- 绘制需要切换姿态的测试刀路,调低加工倍率不夹持管材进行空运行测试,检查卡盘运动位置和夹持状态是否符合预期。
常见问题
问题: 切换到拉料或零尾料姿态时,前卡盘夹不到管头或者会顶到管头。
解决方法: 检查每个Y轴的步进距离是否正确;重新测量并设置位置参数和机械干涉参数。
问题: 拉料姿态下,切割完截断,两边管材上下错开,导致碰板。
解决方法: 卡盘中心不在同一水平线上,需调整机械。
修改记录
| 版本 | 修订人 | 日期 | 描述 |
|---|---|---|---|
| R1 | 激光管切应用组 | 2024.07.17 | 初版建立。 |