视觉标定功能使用说明
版次:2024年07月02日 第2版 作者:激光管切应用组 上海维宏电子科技股份有限公司 版权所有
本文档主要指导用户如何使用视觉标定功能及使用过程中遇到的常见问题如何处理。
功能简介
平面坡口、管切坡口、以及三维五轴的RTCP功能都需要获取机床的刀头结构参数,包括初始刀具矢量、主轴旋转中心、辅轴旋转中心、主轴旋转矢量以及辅轴旋转矢量。这些参数的准确性直接影响了坡口加工的精度。本功能使用CCD 相机进行视觉标定,实现摆头校直与摆头结构参数的测量。
硬件设备
硬件清单
CCD相机(相机本体、相机电源线、千兆网线、相机外壳接地线)

加密狗

衰减片
相机接线
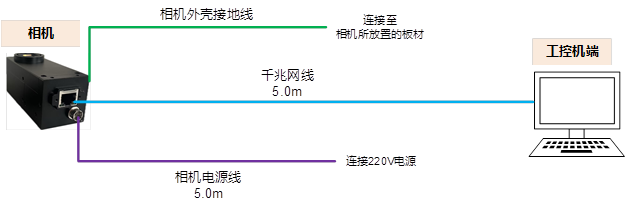
相机本体上共需要接三条线。
相机电源线:一端连接相机,另一端连接220V电源。
千兆网线:一段连接相机,另一端连接至工控机网口,其中带有螺丝的一端连接在相机本体端。
相机外壳接地线:一段连接相机,另一端连接至相机后续将放置的板材上。
接线方式如下图所示:
相机端接好后,如图所示。

加密狗
加密狗连接到工控机电脑的USB接口上。
软件环境
软件环境使用VisionCalibrationRunEnvironment.exe安装。安装时按照安装向导逐步安装,除安装目录外,其余全部使用默认项。
视觉标定功能使用
功能使用前提
请确保随动功能正常,距板1mm处随动电容波动不超过30。
请确保焦点控制功能已开启。
请确保激光与红光同轴,不同轴将导致测量存在误差。
功能使用步骤
摆放相机
首先,将相机摆放至平整板面(或管面)。要求此板面(或管面)X、Y各方向俯仰角不超过2度。此处给出两种建议的检查方式,实际使用时任选其一即可。
使用水平仪检查。
X(Y)方向距离50mm的两个位置,分别随动至距离板面1mm处,Z轴反馈坐标差值不超过1.5mm。
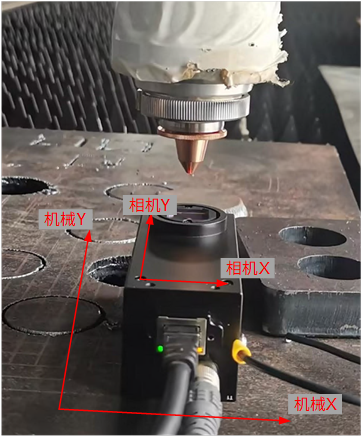
其次,将相机的X轴、Y轴正方向与机床的X轴、Y轴正方向相同方向放置。要求偏差角度不超过5度。如图所示。
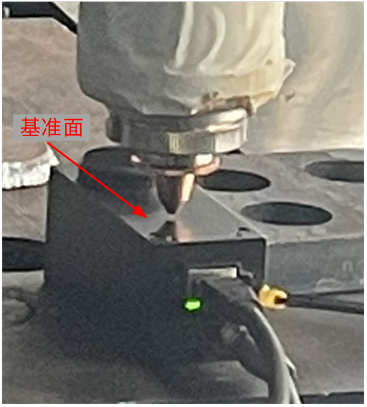
4.2.2 检查相机基准面电容
移动XY轴至相机基准面上方,随动至距离基准面1mm位置。观察电容值波动情况,要求电容值波动小于100。若不满足要求,请检查相机外壳接地线是否接好。
打开红光并移动至滤光片上方
打开红光。
将摆轴摆置零点位置,可使用“竖直上抬功能”。若摆轴零点位置垂直度较差,需要手动调整至垂直。此处要求垂直度偏差3度以内,后续自动标定功能将自动校直摆轴垂直度。
移动X轴、Y轴、Z轴,使得光斑落在滤光片内,且Z轴距离滤光片10-20mm。
连接相机
首次使用该功能必须进行该步骤。非首次使用可不执行此步骤。
打开相机上位机软件
 ,在左侧列表中点击选择相机后,左上角点击连接相机
,在左侧列表中点击选择相机后,左上角点击连接相机  。此时将自动为此相机分配IP地址。接着在界面中下部点击开始采集
。此时将自动为此相机分配IP地址。接着在界面中下部点击开始采集  ,相机上位机界面将出现光斑图案,如图所示。若光斑未完全在画面中,可手动微调X、Y轴,使光斑完全出现在画面中。
,相机上位机界面将出现光斑图案,如图所示。若光斑未完全在画面中,可手动微调X、Y轴,使光斑完全出现在画面中。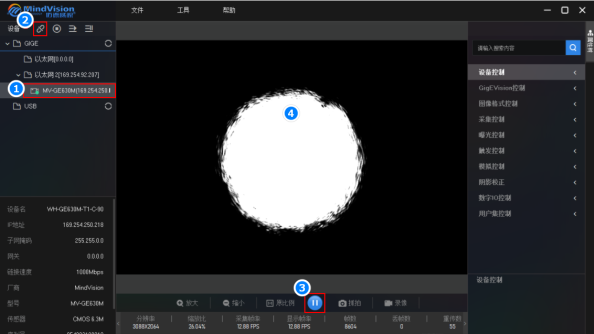
按照相机上位机调试光斑中的调试步骤更改相机参数。
在左上角点击关闭相机
 。
。
进入视觉标定功能
视觉标定功能入口位于 维护→摆头结构测量→视觉标定。以平面AB双摆头软件为例,如下图所示。

点击 视觉标定 按钮后,进入视觉标定界面,如下图所示。进入界面后将自动连接相机,连接相机成功时,下方日志界面将打印“连接相机成功”。
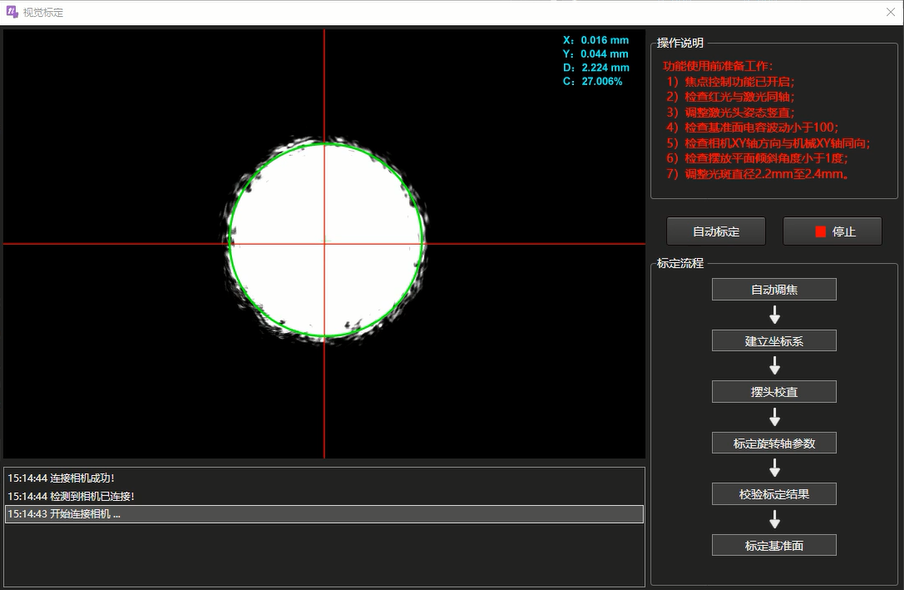
移动至自动标定初始位置
成像平面中将显示四个参数即:X、Y、D、C。其中X、Y分别代表拟合的圆形圆心在成像平面中水平方向与垂直方向的位置;D代表拟合的圆形直径;C代表拟合的圆形程度。
步进移动X轴、Y轴,使得光斑中心与成像平面中心重合,要求X、Y方向值均小于0.2mm。步进移动Z轴向上15mm,观察此位置光斑中心X、Y值波动,再将Z轴向下步进15mm返回原位置。若上抬后光斑中心波动小于0.03mm,则进行下一步,若不满足,则需要关闭视觉标定界面,并返回相机上位机重新调整光斑形状。
观察光斑圆形程度C值,是否大于15%,若满足则进行下一步,若不满足则需要关闭视觉标定界面,并返回相机上位机重新调整光斑形状。
观察光斑直径是否在2.2mm至2.4mm内,若满足则可开始执行自动标定流程,若不满足,可微调W轴(正负5范围内),或调整Z轴。
其中,光斑直径的调节方式可参考如下步骤:
若光斑偏小,则先考虑上抬Z轴,再考虑微调W轴。
若光斑偏大,则先考虑微调W轴,再考虑下降Z轴。
注意: 调节过程中,应始终保证Z轴距离滤光片高度在10-20mm范围内。
执行自动标定功能
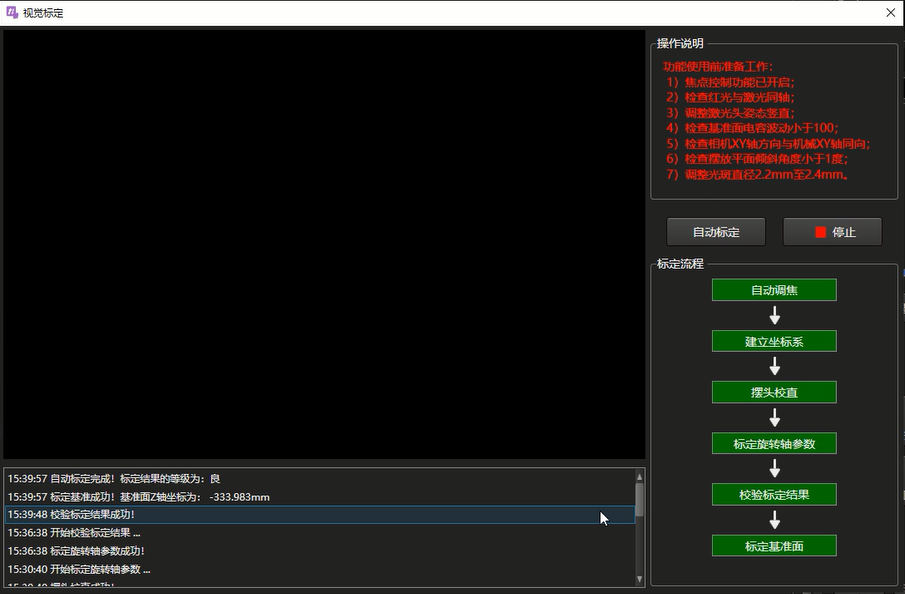
在移动至自动标定初始位置后,点击 自动标定 按钮,执行自动标定流程。标定过程中下方日志将打印当前执行步骤,右方流程图中,当前已完成的步骤将显示绿色,如图所示。
在标定过程中,若想要中断标定过程,可点击 停止 按钮,停止本次自动标定过程。
在标定过程中,若出现某一步骤失败,本次自动标定将被自动中止,同时自动标定按钮变为可点击状态。如果出现步骤失败,需要重新进行移动至自动标定初始位置,然后再进行执行自动标定功能。
标定结束后,Z轴将回到停靠位置,摆轴参数自动写入软件。同时下方日志中将会打印本次标定结果的等级。
若标定等级为优,可使用该参数打三线或实切验证结果。
若标定等级为良,考虑可能受到光斑形状的影响,可尝试调整光斑后重新标定或打三线或实切验证结果。
若标定等级为差,考虑可能受到光斑形状的影响较大,可尝试调整光斑后重新标定或打三线辅助标定并实切验证结果。
相机上位机调试光斑
首次使用视觉标定功能,或由于光斑形状较差导致标定结果不符合预期时,需要按照本章节顺序依次进行各节步骤,使用相机上位机调试光斑。
注意: 使用相机上位机调试光斑时,需要关闭视觉标定界面。
导入相机参数
首先,点击界面右上
 按钮,导入相机默认参数(相机默认参数位于视觉标定软件安装环境相同目录下,config文件)。
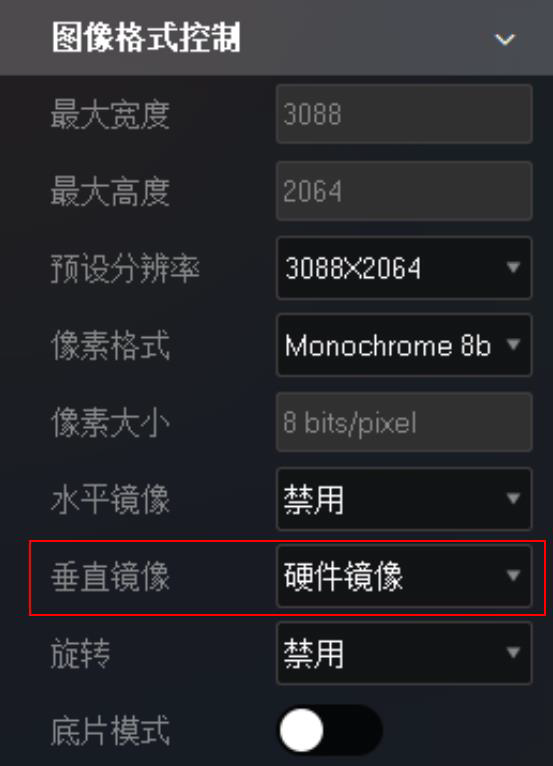
按钮,导入相机默认参数(相机默认参数位于视觉标定软件安装环境相同目录下,config文件)。接着手动点动XY,观察光斑在界面中的移动方向是否与XY正方向一致(界面中向上为相机的Y轴正方向,向右为相机的X轴正方向)。
如不一致,检查右侧 图像格式控制 中,垂直镜像选项是否为 硬件镜像,如图所示。或相机摆放方向有误,需要检查相机摆放方向。
光斑清晰度
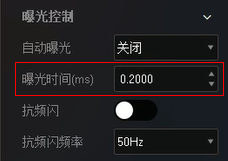
若光斑在界面中比较大,或界面整体的亮度较高时,在右侧功能栏选择 曝光控制 ,将 曝光时间(ms) 降低。
若光斑在界面中不清晰,或界面整体的亮度较低时,将曝光时间(ms) 增大。直到画面中仅存在一个清晰光斑,且周围的环境光较暗。如图所示。
光斑尺寸
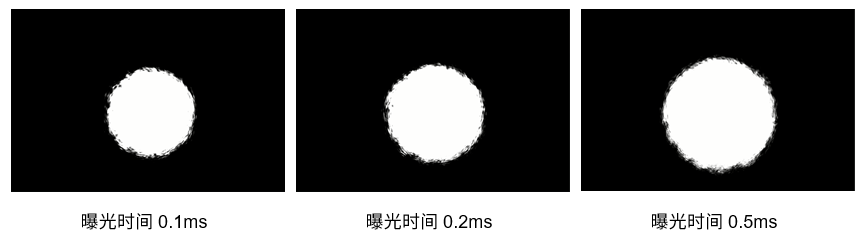
通过调整焦点轴来控制光斑大小,直到光斑最外圈直径略小于成像界面垂直方向总长度的一半。其中,不同 W轴位置下光斑表现因机床而异,需要根据实际情况设置。
光斑形状
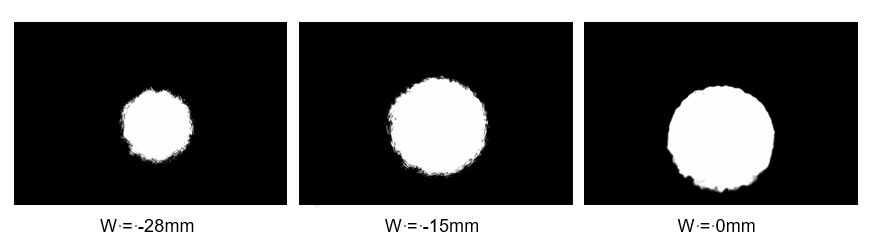
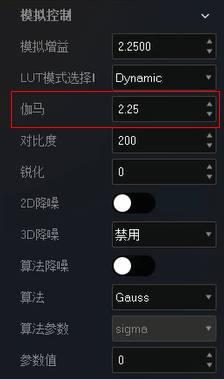
先通过模拟增益来调整光斑外围的亮部形状。若光斑外围明暗不均,可在功能栏选择模拟控制 ,增加模拟增益。模拟增益越高,光斑外围越亮,光斑越饱满,但光斑尺寸会随之增大,如图所示。若超过成像界面垂直方向总长度的一半,则需要退回光斑尺寸节重新调整光斑尺寸。

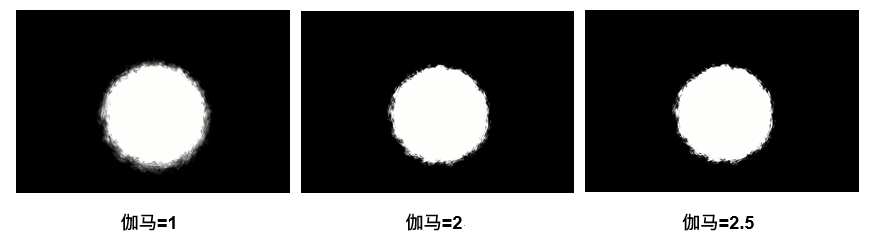
再通过伽马值来调整光斑外围的暗部形状。若光斑外围暗部阴影较多,可在功能栏选择模拟控制 ,增加伽马值。伽马值越高,光斑外围明暗区分越明显,轮廓更清晰,如图所示。
衰减片
若发现光斑波动严重(光斑直径,光斑中心),可尝试在滤光片上放置衰减片,并提高曝光时间与模拟增益,如图所示。

保存参数
在相机上位机右侧功能栏选择 用户集控制 ,在保存用户集 处点击 执行 ,即可保存参数,如图所示。
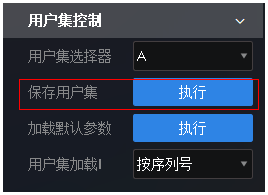
注意: 即使默认参数导入后直接满足光斑清晰度、尺寸、形状等要求,也必须执行保存步骤,否则此参数将不会保存至相机。
常见问题
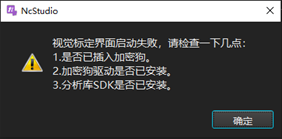
视觉标定界面打开失败
若视觉标定界面打开失败,请按照提示依次检查。
连接相机失败
若视觉标定界面的日志提示“连接相机失败”,需检查是否已关闭相机上位机软件。
相机基准面电容波动较大
若相机基准面电容波动大,需检查相机的地线是否已接好。
相机上位机在导入参数后无法调整模拟增益
若相机上位机在导入参数后无法调整模拟增益,可将“曝光控制”中的“自动曝光”更改为连续,再改为关闭。接着重新导入参数,即可调整模拟增益值。
光斑不满足要求,标定中止
若开始标定后由于光斑不满足要求,视觉标定界面提示“自动调焦失败”,需参照相机上位机调试光斑内容,在相机上位机中重新调节光斑。
光斑形状波动大
若调整光斑满足执行自动标定功能的条件后(移动至自动标定初始位置小节),但由于光斑波动较大(直径,圆形程度),在相同Z轴、焦点轴位置保持一段时间后,出现光斑不满足条件的情况。则需要考察光斑的XY值,是否波动超过0.05mm。若未超过,则可在光斑圆度超过15%的时间段内开始进行自动标定过程。
修改记录
| 版本 | 修订人 | 日期 | 描述 |
|---|---|---|---|
| R1 | 激光加工产品部 | 2024.05.15 | 初版建立。 |
| R2 | 激光加工产品部 | 2024.07.02 | 1. 修改硬软件图例。 2. 增加相机上位机调试光斑中不同相机参数的光斑参考图。 3. 增加常见问题。 4. 修改相机上位机调试光斑中调试光斑步骤。 5. 修改移动至自动标定初始位置的步骤。 |