拉料机型自动上料(流程编辑篇)
版次:2023年06月09日 第1版 作者:激光管切应用组 上海维宏电子科技股份有限公司 版权所有
功能简介
目前自动上料机构大多使用外部配置PLC来进行上料流程,整体上料动作灵活,使用流程编辑亦可达到持续上料的效果,客户无需进行外置PLC。
功能原理
通过PLC上料主要实现:
自动上料流;
管材在加工过程中进行备料,等待加工完成后进行再次送料动作。
软件可实现:
流程编辑可实现加工前等待端口有信号后再执行分中加工等动作;
流程编辑可通过并行指令实现上料与切割同步运动的目标;
并行指令可再次调用并行指令实现循环上料的目标;
断点继续存在流程编辑的桩,可在程序停止后再次进入上料程序;
软件停止或紧停时流程编辑运动同步停止;
综上,软件已具备替代PLC上料流程的基本功能。
配置和调试
将拖料轴配置为出料侧顶料,距切割头距离设置为-1,与卡盘中心等高位置设置为托辊工件零。
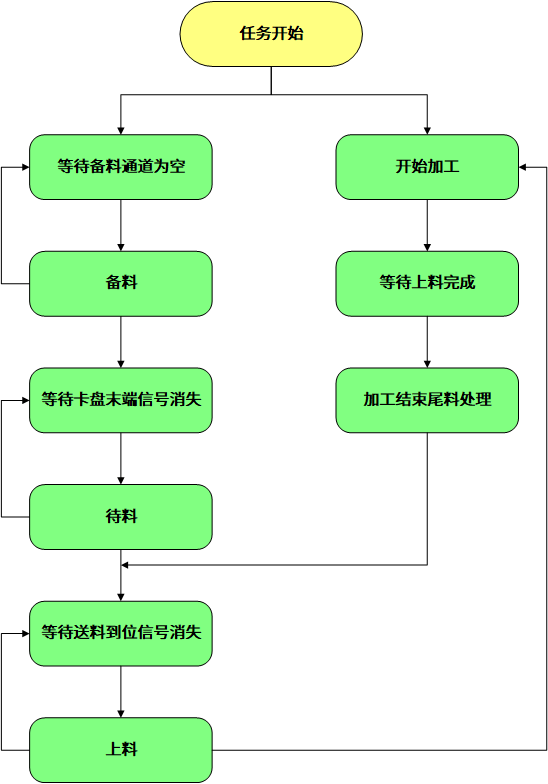
整体上料流程可分为 备料、待料 以及 上料 三个流程
当备料通道无料信号有效时需进行备料操作。
当待料通道有料信号无效且卡盘末端信号消失时需要进行待料操作。
当送料到位信号无效且待料区域有料时需进行上料操作。
整体流程:
备料
名词定义
| 名称 | 属性 | 说明 |
|---|---|---|
| 备料轴 | 伺服轴/气缸 | 控制备料槽内管材上升或下降,上升为正方向。 |
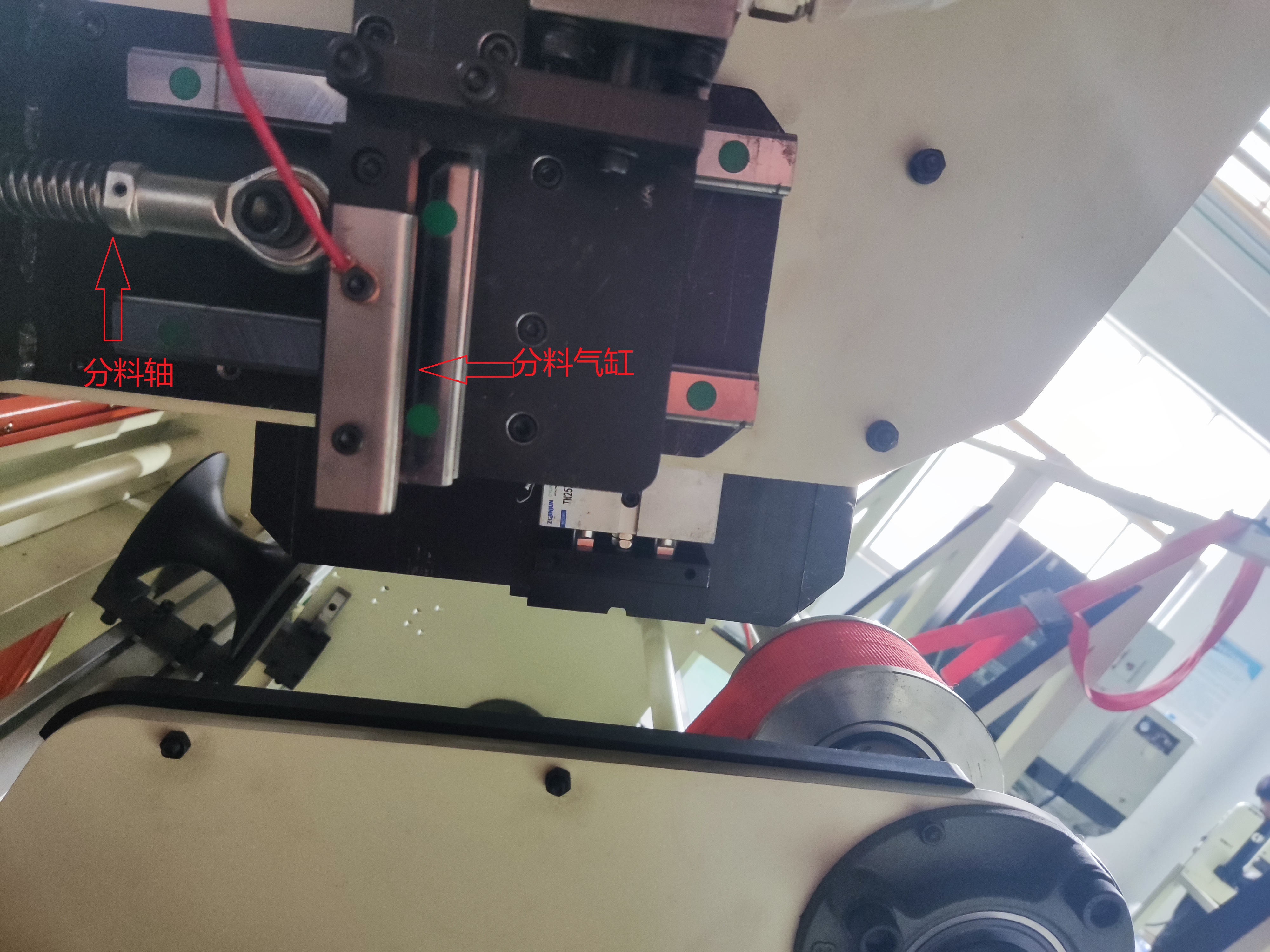
| 分料轴 | 伺服轴/手动调整 | 根据管材宽度调整分料气缸与限料气缸的距离。距离为0时为机械原点,距离变远为正方向。 |
| 托料轴 | 伺服轴/手动调整 | 根据管材高度控制托料后管材中心位置,使得管材中心与卡爪中心重合,便于后续上管。可使用管顶料功能替代。 |
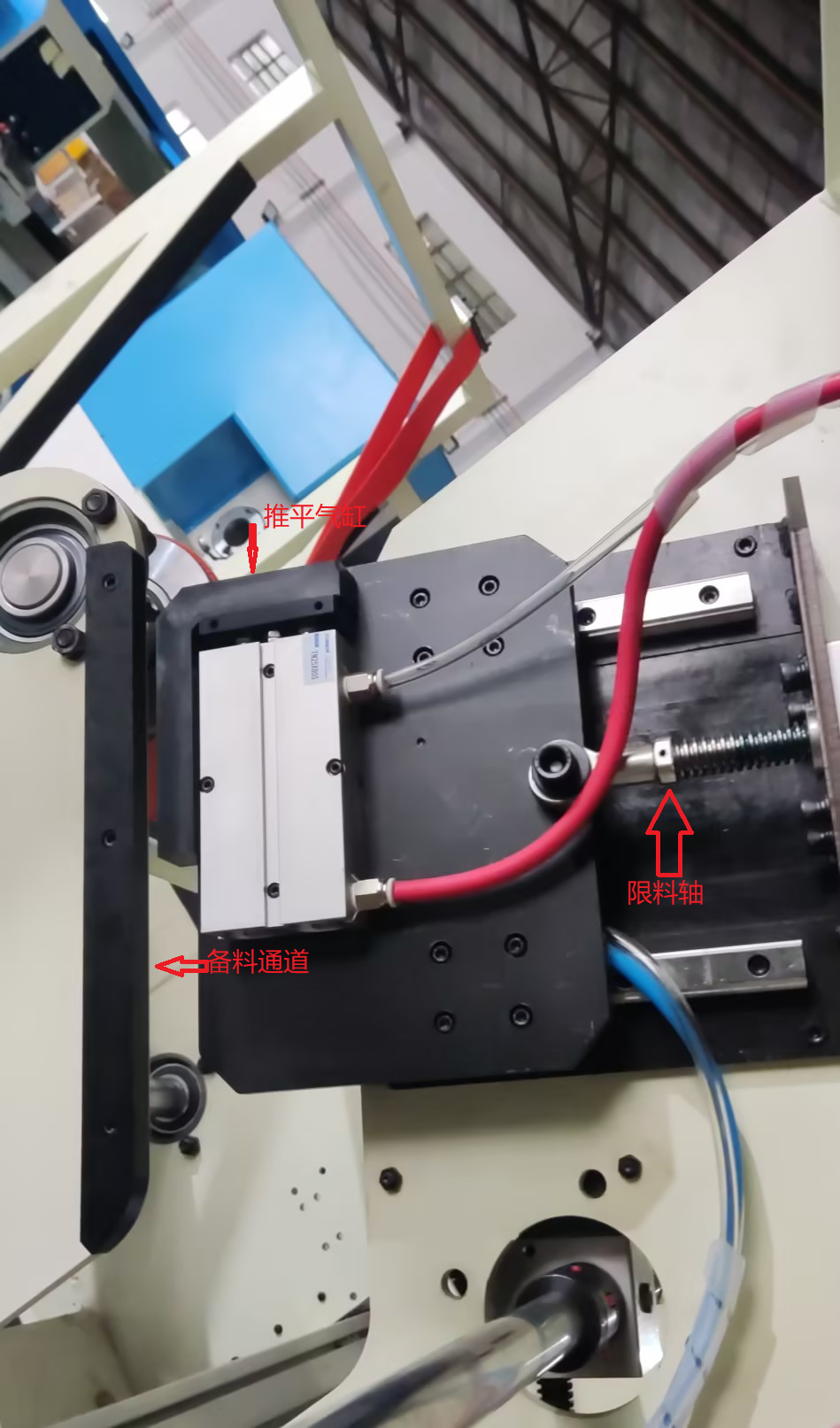
| 备料通道为空 | 端口 | 备料通道内感应通道是否存在管材,用于判断是否需要备料槽升起,以及后续限料分料等动作的前提依据。 |
| 推平气缸 | 端口 | 将备料通道中管材推平,确保无重叠且宽面朝上。 |
| 限料气缸 | 端口 | 气缸安装在限料轴上,当备料通道管材推平后打开限料气缸,使得除第1根料外其他管材无法运动。 |
| 分料气缸 | 端口 | 气缸安装在分料轴上,端口打开时堵塞备料通道管材,关闭时让备料通道管材掉入送料通道。与限料气缸配合控制每次只掉落一根管材。 |
| 托料气缸 | 端口 | 在备料通道与送料通道中间,防止管材直接从备料通道掉入到待料通道导致管材跳动。 |
流程动作
在 自定义指令1(并行) 中编辑:
输出消息 开始备料 。
限料轴根据管材高度运动到限料位置,建议设置为高度3/2位置,注意:如手动调整位置则删除。
分料轴根据管材宽度运动到限料位置,建议设置为宽度5/4位置。
等待 备料通道为空 端口有效超时报警(延时需要设置较大)。
打开分料气缸,关闭限料气缸和推平气缸。
等待限料轴和分料轴运动到位信号。
条件移动备料轴,直到 备料通道为空 端口信号消失。
等待备料轴运动到位。
反向运动备料轴到机械0。
打开推平气缸并延时500ms。
打开限料气缸并延时500ms。
启用并行指令4。
待料
名词定义
| 名称 | 属性 | 说明 |
|---|---|---|
| 托料气缸 | 端口 | 在备料通道与送料通道中间,防止管材直接从备料通道掉入到待料通道导致管材跳动。 |
| 扶正气缸 | 端口 | 确保待料通道管材宽面朝上。 |
| 待料通道有料 | 端口 | 用于确定管材是否掉入待料通道。 |
| 卡盘末端信号 | 端口 | 用于确定待料通道无管材,可进行下次待料。 |
| 送料夹紧气缸 | 端口 | 夹紧后通过送料气缸轴推动管材向切割头方向运动。 |
| 送料到位信号 | 端口 | 用于确定管材已送到位。 |
流程动作
在 自定义指令2(并行) 中编辑:
输出消息 开始待料。
等待 待料通道有料 信号无效超时报警。
等待 卡盘末端信号 信号无效超时报警。
打开托料气缸。
延时300ms。
关闭分料气缸并延时800ms。
关闭托料气缸。
等待 待料通道有料 端口有效超时报警。
打开分料气缸。
打开扶正气缸。
等待300ms后关闭扶正气缸,关闭推平气缸,关闭限料气缸使得备料通道管材运动到分料气缸。
打开送料夹紧气缸。
启用并行指令5。
上料
名词定义
| 名称 | 属性 | 说明 |
|---|---|---|
| 分料轴 | 伺服轴/手动调整 | 根据管材宽度调整分料气缸与限料气缸的距离。距离为0时为机械原点,距离变远为正方向。 |
| 托料轴 | 伺服轴/手动调整 | 根据管材高度控制托料后管材中心位置,使得管材中心与卡爪中心重合,便于后续上管。可使用管顶料功能替代。 |
| 送料夹紧轴 | 伺服轴/变频器 | 将待料区域管材送至卡爪中,管材靠近切割头方向为正。 |
| 送料到位信号 | 端口 | 用于确定管材已送到位。 |
流程动作
在 自定义指令3(并行) 中编辑:
输出消息 开始上料。
等待送料到位信号消失。
条件运动送料夹紧轴,直到检测到送料到位信号。
等待送料夹紧轴运动到位。
关闭送料夹紧气缸。
夹紧卡盘。
等待卡盘夹紧。
启用并行指令6。
在 自定义指令4(并行) 中编辑:
- 等待并行指令1完成
- 启动并行指令1
在 自定义指令5(并行) 中编辑:
- 等待并行指令2完成
- 启动并行指令2
在 自定义指令6(并行) 中编辑:
- 等待并行指令3完成
- 启动并行指令3
在 循环加工开始 中编辑:
- 启用并行指令1
- 启用并行指令2
- 启用并行指令3
在 循环加工结束 中编辑:
- 停止并行指令1
- 停止并行指令2
- 停止并行指令3
- 停止并行指令4
- 停止并行指令5
- 停止并行指令6
复位处理
通过 按钮自定义 在界面定义上料机构复位按钮。
编辑复位按钮按下动作为:
打开分料气缸;
等待300ms;
关闭限料气缸,关闭扶正气缸,关闭托料气缸,关闭送料夹紧气缸,关闭推平气缸;
备料轴运动到机械0。
附录

修改记录
| 版本 | 修订人 | 日期 | 描述 |
|---|---|---|---|
| R1 | 激光管切应用组 | 2023.06.09 | 初版建立。 |