图层工艺
图层概述
图层功能主要用于设置图层工艺,即切割和穿孔等参数,从而保证切割效果。
图层设置页面介绍,选择以下任一方式,打开 图层设置 对话框:
在图层工具栏,点击
 。
。在菜单栏,点击 工艺 → 图层设置。
图层设置 对话框如下所示:
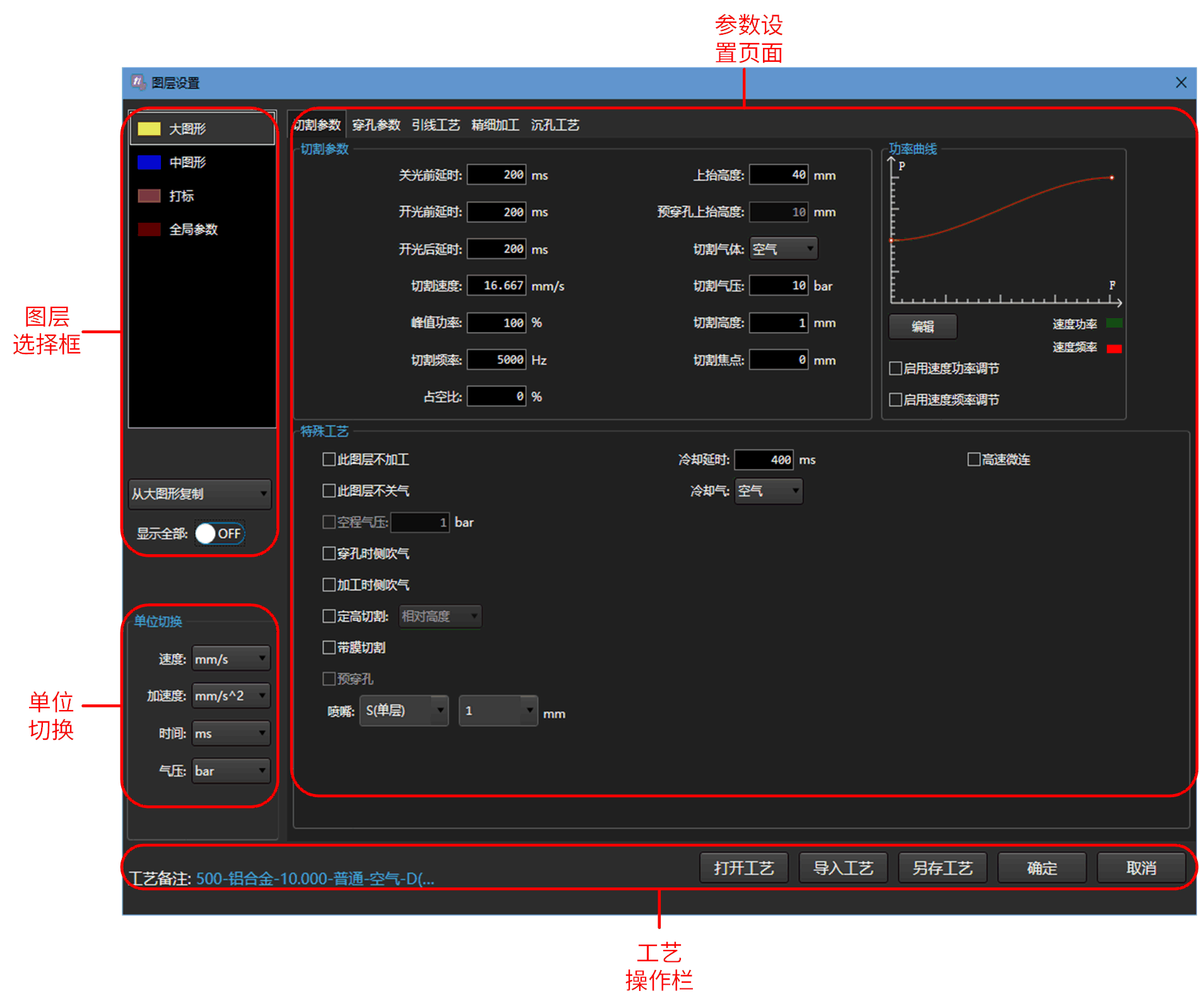
| 名称 | 说明 |
|---|---|
| 图层选择框 | 软件提供 7 种颜色的图层,每一个图层可单独设置不同的图层工艺,默认同一颜色对象的图层工艺相同。 ▪ 从XX图形复制:可复制并应用该图层参数到目标图层。 ▪ 将 显示全部 置于 ON 状态:系统显示所有图层;否则仅显示当前刀路文件中包含的图层。 |
| 参数设置页面 | 点击上方页面切换按钮,可切换至对应的参数设置页面。 |
| 工艺操作栏 | 可进行的操作:打开当前计算机的工艺、工艺另存、工艺导入、保存或取消对当前图层参数的修改 。 |
| 单位切换 | 切换参数的单位。 |
图层操作
图层操作包括指定并设置图层以及设置图层工艺的操作。
操作步骤:
选择以下任一方式,打开 图层设置 对话框:
在图层工具栏,点击
。在菜单栏,点击 工艺 → 图层设置。
如果要打开已有的工艺。
- 从工艺库中导入目标工艺文件,则点击 导入工艺。
- 从当前计算机中导入目标工艺文件,则点击 打开工艺。
在 单位切换 区,确定参数显示的单位。
在 图层选择框 点击需要设置的图层。
如果当前设置的图层参数与别的图层类似,则在下方“从XX复制”下拉框中选择一个图层,复制并应用该图层参数到目标图层。
在 参数设置页面 区,设置工艺参数,参数说明参见如下:
设置完当前图层参数后,重复步骤4 ~ 步骤5,设置下一个图层参数。
参数设置完成后,点击 确定,关闭 图层设置 对话框,完成图层工艺设置。
相关任务:
另存工艺:如果需要将当前的工艺另存至工艺库中,则点击 另存工艺。
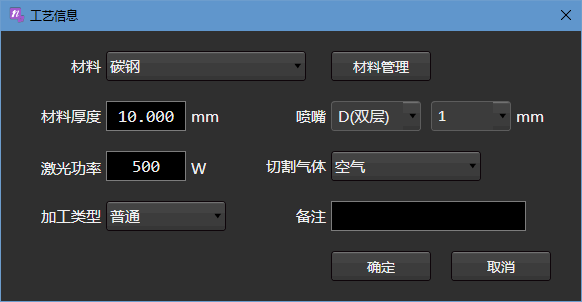
添加工艺备注:用于备注加工信息,便于导入/另存工艺,系统根据备注信息自动生成工艺文件名,从而区分不同加工条件的工艺文件。
工艺备注命名规则:
激光器功率-材质-材料厚度-加工类型-切割气体-喷嘴类型-喷嘴孔径-备注在 图层设置 对话框,点击 工艺备注 后的蓝色字样,弹出 工艺信息 对话框,根据实际情况设置相关参数并添加备注。
参数说明
切割参数
用于设置切割参数、特殊工艺以及编辑功率曲线。
其中通过编辑功率曲线可解决激光切割中尖角过烧、厚度不同切割效果不一致等问题。实现调节切割功率,使之跟随切割速度变化而变化,以保证单位面积内吸收的热功率一致,达到理想切割效果。
切割参数 区域,参数说明如下:
参数 说明 关光前延时 关闭激光前延时。 开光前延时 开启激光前延时。 开光后延时 开启激光后持续设定时间后,再执行下一步骤。 切割速度 实际切割的目标速度。 峰值功率 通过模拟量调节激光器,设置切割时的激光强度。 切割频率 切割时 PWM 调制信号的载波频率,也是一秒内的出光次数,该值越大代表出光越连续。 占空比 通过 PWM 调节激光器,设置切割时的占空比。 上抬高度 切换切割图形时,激光头上抬的高度。 预穿孔上抬高度 预穿孔过程中,每穿完一个孔,切割头上抬的高度。若刀路总穿孔数为 1,则该参数不生效。 切割气体 切割时所用的辅助气体的类型。 切割气压 切割时辅助气体的气压,需与比例阀配合使用。 切割高度 切割时喷嘴距离板材的高度。 若参数设置高度值小于直接跟随最大高度,则直接跟随到该位置;若参数设置高度大于直接跟随最大高度,则Z轴先跟随到距离板面1mm位置,再以此为基准增量运动到参数设置的高度值。 切割焦点 启用焦点控制后生效。切割时焦点的位置。 特殊工艺 区域,参数说明如下:
参数 说明 此图层不加工 不加工当前图层下的所有图形。 此图层不关气 加工本图层内图形期间不关吹气端口。 穿孔时侧吹气 在穿孔时,打开侧吹气端口。 加工时侧吹气 在切割加工时,打开侧吹气端口。 定高切割 是否启用定高切割。即切割时,是否一直维持在固定的Z轴坐标进行切割。 带膜切割 切割表层贴膜的金属材料时启用。 预穿孔 当前图层下的所有加工对象启用预穿孔功能,使所有刀路在实际加工前提前穿孔。 喷嘴 喷嘴类型以及口径。 高速微连 在微连处不开激光,切割头不减速继续运动。 冷却延时 加工到冷却点时,进行吹气冷却的时间。 冷却气 吹气冷却时所用的气体。 无感穿孔 启用无感穿孔。
注意:无感穿孔与一级穿孔至五级穿孔的动作互斥,即勾选了 无感穿孔,则无法设置 穿孔参数 页面的参数。
系统自动执行以下加工动作:
1. 开启随动阀及吹气阀。
2. 控制切割头移动到无感穿孔高度。
3. 开启激光阀,开始无感穿孔,持续时间为无感穿孔时间。穿孔方式 类型1-10分别对应10%-100%占空比。 穿孔高度 无感穿孔时喷嘴距离板材的高度。 穿孔时间 当前穿孔阶段的出光时间。 功率曲线区,根据需要勾选 启用速度功率调节 和 启用速度频率调节 ,参数说明如下:
参数 说明 启用速度功率调节 切割时使切割功率随着切割速度变化而变化,具体数值由速度功率曲线决定。 启用速度频率调节 切割时使切割频率随着切割速度变化而变化,具体数值由速度频率曲线决定。
点击 编辑,弹出 速度功率曲线编辑 对话框:
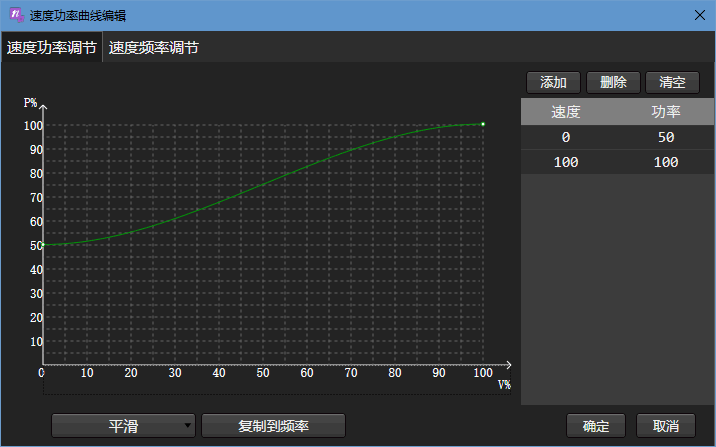
选择以下任一方式,编辑功率曲线,以 启用速度功率调节 为例介绍:
在曲线框编辑:
双击目标位置,添加曲线节点。
添加的节点越多,曲线越精确。
双击已添加的节点位置,删除曲线节点。
右侧列表同步添加或删除对应的速度功率值。
在列表编辑:
点击 添加 ,列表自动添加一组速度功率值,双击修改数值后,点击空白区域。
注意
速度功率曲线为递增式曲线,添加的值需依次递增且 0 和 100 无法修改。
选中某组速度功率值,点击 删除 删除该组值。
左侧曲线框同步添加或删除对应的节点。
若需将曲线还原成默认曲线,点击 清空。
加工过程中系统将按照此曲线自动调节速度和功率/频率匹配关系,无需其他手动操作。
穿孔参数
用于选择穿孔方式,并设置穿孔参数。
选择穿孔方式,穿孔方式说明如下:
参数 说明 不穿孔 系统自动执行以下加工动作:
1. 开启随动阀及吹气阀。
2. 控制切割头空移下降至 切割高度 后,等待 常用参数 中设置的 吹气延时 时间。
3. 开启激光阀,开始切割加工。一级穿孔/二级穿孔 系统自动执行以下加工动作:
1. 开启随动阀及吹气阀。
2. 控制切割头空移下降至 穿孔高度 后,等待 吹气延时 时间。
3. 开启激光阀,开始穿孔,持续时间为 穿孔延时。
4. 根据穿孔方式,执行以下操作:
▪ 渐进穿孔:不关闭激光阀,以 渐进速度 下到 切割高度,开始切割加工。
▪ 分段穿孔:关闭激光阀,控制切割头空移下降至 切割高度 后,开启激光阀,开始切割加工。三级穿孔 系统自动执行以下加工动作:
1. 执行三级穿孔。
2. 执行二级穿孔。
3. 执行一级穿孔。设置穿孔相关的参数,参数说明如下:
如果需要复制左边/右边级穿孔参数,点击
 /
/ 进行复制。
进行复制。参数 说明 渐进速度 设置使用渐进穿孔时从穿孔高度下降到切割高度的速度。 峰值功率 通过模拟量调节激光器,设置穿孔时的激光强度。 频率 穿孔时 PWM 调制信号的载波频率,穿孔时一般采用较低的频率,用脉冲穿孔来避免爆孔。 占空比 通过 PWM 调节激光器,设置穿孔时的占空比。 气体 穿孔时所用的辅助气体。 气压 穿孔时的辅助气体的气压,需与比例阀配合使用。 高度 穿孔位距管材的高度。 焦点 启用焦点控制后生效。穿孔时焦点的位置。 穿孔延时 渐进穿孔和分段穿孔时在穿孔高度开激光的时间。 停光吹气 停光吹气功能开关:
▪ 开关为ON:关闭激光执行吹气。
▪ 开关为OFF:穿孔结束后不停光吹气。停光吹气高度 停光吹气的高度。
若参数设置高度值小于直接跟随最大高度,则直接跟随到该位置。
若参数设置高度值大于直接跟随最大高度,则Z轴先跟随到距离板面1mm位置,再以此为基准增量运动到参数设置的高度值。停光吹气气体 空气、氮气、氧气。 停光吹气气压 吹气时的气压值。 吹气时间 关闭激光后再执行吹气的间隔时间。
引线工艺
用于选择引线方式,并设置引线参数。
选择引线方式,引线方式说明如下:
引线方式 说明 引线工艺 由于引线缓降会抬高穿孔高度,引线的功率等参数需要相应增大,保证穿孔能穿透。 引线缓降 在起步阶段,速度慢导致能量大,渣较多易造成随动抖动,通过抬高切割头到引线高度来减小渣对电容的影响。 引线圆 为了切除引线穿孔附近熔渣过多的区域,但不必考虑切割效果。 根据选择的引线方式,设置对应的参数,参数说明如下:
参数 说明 切割速度 实际切割的目标速度。 峰值功率 通过模拟量调节激光器,设置工艺切割时的峰值电流,对应工艺切割时的峰值功率。 切割频率 工艺切割时 PWM 调制信号的载波频率,即一秒内的出光次数。 占空比 工艺切割时的占空比。 引线高度 Z 轴开始缓降的位置。 稳定距离 ▪ 在切割高度进行引刀线切割的距离。
计算公式:稳定距离 = 引线长度 - 缓降距离。
▪ 当设定值大于引刀线长度时。
计算公式:稳定距离 = 引线长度 - 3mm。速度 引线圆的切割速度。
精细加工
设置起刀和收刀工艺。
| 参数 | 说明 |
|---|---|
| 启用起刀工艺 | 厚板切割起始阶段切割不良时使用。 若不启用精细调节,效果等同于原来的慢速起步。 |
| 启用收刀工艺 | 厚板切割图元结束阶段拖尾时使用。 若不启用精细调节,效果等同于原来的速度。 |
| 精密切割 | 高功率机器薄板切割(辅助气体为氮气和空气等高压气体时)转角挂渣时使用。 |
切割的起点与终点处精细调节工艺,改善烧穿、切不透或过烧熔渣等问题。
注意
起刀、收刀工艺与以下三种加工工艺有冲突。
- 飞切、高速微连时,起刀收刀工艺不生效。
- 引线缓降生效时,起刀工艺不生效。
- 起刀收刀工艺生效时,速度功率调节不生效。
沉孔工艺
通过沉孔工艺功能,可保障贵金属的断面效果,可直接加工沉孔,以免去后续钻孔、倒角等耗时工序。
仅在大图形/中图形/小图形/L1/L2/L3图层中支持此工艺,打标及全局参数图层不支持。
点击 从切割参数复制 可以将图层中 切割参数 页中的参数复制到沉孔工艺中,点击后先弹出对话框进行确认。
- 加工参数 区域,参数说明如下:
| 参数 | 取值范围 | 单位 | 说明 |
|---|---|---|---|
| 关光前延时 | [-10000, 1800000] |
ms | 沉孔辅助线加工完成,关光前的延时等待时间,负数表示提前关光。 |
| 开光前延时 | [0, 1800000] |
ms | 沉孔辅助线加工开始,开光前的延时等待时间。 |
| 开光后延时 | [0, 1800000] |
ms | 沉孔辅助线加工开始,开光后的延时等待时间。 |
| 切割速度 | [10, 最大加工速度] |
mm/min | 沉孔辅助线的加工速度,最大加工速度为:X、Y单轴最大速度的合速度。 |
| 峰值功率 | [0, 100] |
% | 沉孔辅助线加工时的激光峰值功率。 |
| 切割频率 | [0, 65535] |
Hz | 沉孔辅助线加工时的激光PWM频率。 |
| 占空比 | [0, 100] |
% | 沉孔辅助线加工时的激光PWM占空比。 |
| 上抬高度 | [0, 1000] |
mm | 沉孔辅助线加工时的激光头上抬的高度。 |
| 切割气体 | 1.空气、2.氮气、3.氧气 | - | 沉孔辅助线加工时的吹气气体类型,实际使用的气体类型可配置。 |
| 切割气压 | [0, 气体最大压力] |
bar | 沉孔辅助线加工时的吹气压力,各类型气体最大压力可配置。 |
| 切割高度 | [0.01, 100] |
mm | 沉孔辅助线加工时的距板高度 。 |
| 切割焦点 | [W轴负软极限, W轴正软极限] |
mm | 沉孔辅助线加工时的焦点位置,未启用焦点控制时无效。 |
- 特殊工艺 区域,参数说明如下:
沉孔工艺特殊工艺仅支持:定高切割、加工时侧吹气。
- 启用定高切割,Z轴移动到距离板面 切割高度 的位置,而后Z轴保持在同一高度切割。
- 启用加工时侧吹气,在加工沉孔辅助线开始前打开侧吹气端口,沉孔辅助线加工完成关闭侧吹气端口。
图层应用
绘制零件时,默认使用不加工的图层工艺即白色图层。本节介绍如何将图层工艺添加给零件。
操作步骤:
在绘图区,选中图形或零件。
在图层工艺区,点击图层的颜色,即选中的对象颜色变成对应的图层工艺颜色。
管理材料
添加或删除材料。
操作步骤:
功能入口
在 图层设置 页面,点击 工艺备注 / 保存工艺 / 另存工艺,在弹出的工艺信息对话框中点击 材料管理 ,打开 材料管理 对话框。
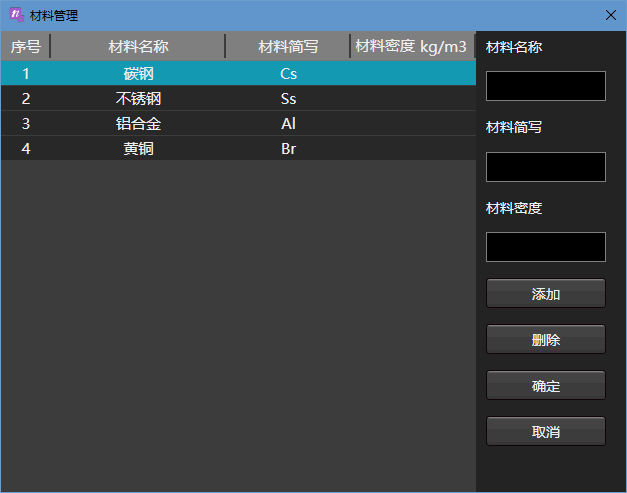
添加材料
在 材料管理 对话框中,分别点击 材料名称、材料简写 输入框,输入名称和简写。
点击 添加 → 确定,进行添加材料。
删除材料
- 在 材料管理 对话框中,点击选择目标材料,使之高亮。
- 点击 删除 → 确定,进行删除材料。