操作
了解随动调试操作界面的布局及应用后,进行随动调试。
进行随动调试前,进行以下操作:
按照以下步骤,进行随动调试:
调试完毕,检查随动 是否调试成功。
执行准备项
操作步骤:
检查并确保已正确安装硬件。
在步进方式下朝正方向或负方向移动 Z 轴,观察 Z 轴坐标是否变化相应的步进长度。
注意区分变化的正负,若不一致,重复步骤 1~2。
检查并确保软件无异常报警,且界面上 当前电容 参数有数值显示。
检查并确保Z 轴方向调整正确(调整轴方向)。
检查软件的 系统参数,确保基本运动正确以及坐标显示正确,Z 轴能够正确回机械原点。
检测电容
查看切割头在静止及运行过程中电容传感器的状态。
操作步骤:
将板材接触切割喷嘴,确保当前电容值为0.
设置随动参数 Z轴停靠。
移动切割头至板面距离大于 30mm 处保持切割头静止,确保当前电容值稳定:
若不稳定,当前电气干扰严重。如何消除干扰请参见电气干扰严重 解决。
执行伺服标定
非总线配置时,伺服标定解决了速度环控制带来的伺服电机零点漂移问题。
操作步骤:
在手动控制区,点击 X+ / X- / Y+ / Y- 按钮,移动切割头到行程中间,防止切割头运动时大于行程范围。
点击
 伺服标定,系统自动生成随动参数 伺服补偿参数 的值。
伺服标定,系统自动生成随动参数 伺服补偿参数 的值。此时,切割头小幅度地来回运动进行补偿。
执行标定
采集电容数据,匹配切割头与切割板面的距离和切割头电容反馈的关系。
操作前提:
- 随动参数 非金属标定 已设置为实际标定材料的类型。
- 电容检测为0。
操作步骤:
将切割头移动至靠近板面大约 5mm 处并保持板面静止。
点击
 标定,系统开始标定,耗时 20s 左右标定结束。
标定,系统开始标定,耗时 20s 左右标定结束。可选: 若需系统自动标定切割头,点击
 一键标定。
一键标定。注意: 若未执行标定,则无法进行一键标定。
自动标定动作流程如下:
切割头缓慢向下运动检测并触碰板材。
碰到板材后,向上移动 5mm。
切割头第二次缓慢向下运动检测并触碰板材。
碰到板材后,向上缓慢移动设定的标定距离,采集标定数据,得出标定曲线:
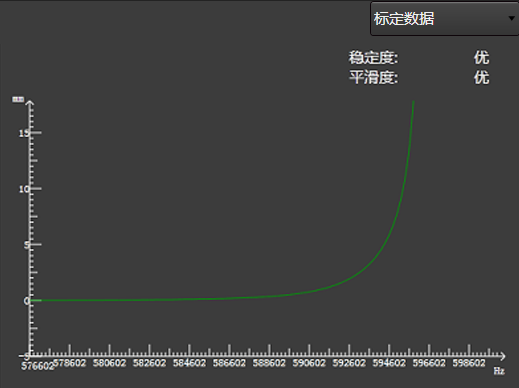
标定结束后,系统自动对标定的曲线进行稳定度和平滑度的评定:
| 评定指标 | 说明 |
|---|---|
| 稳定度 | 指下降 5mm 触碰板材和触碰板材上抬 5mm 这两段采集的数据差。差值越大稳定度越差。 若稳定度为 差,可能是震动较大或者外部干扰较强,需重新标定。 |
| 平滑度 | 指曲线的平滑性。 若平滑度为 差,说明曲线不平滑有起伏或者存在毛刺,需重新标定。 |
注意: 标定时需时刻注意及时使用紧停按钮,防止碰板电容不正确时切割头继续下压造成机床损坏。
检查随动
操作前提:
已标定成功。
操作步骤:
进行 随动控制 操作时,确保切割头未抖动以及跟随距离正确。
跟随后可使用螺丝刀或者小铁片在切割头下方来回移动,观察切割头是否会根据螺丝刀或小铁片的位置上下移动,以及切割头是否抖动。
若抖动,降低定位增益、增大到位允差参数来抑制抖动。
在功能菜单栏,点击 设置 → 系统参数,找到参数 是否检测出边行为 并将其设置为 是。
启用该功能可有效提高安全性。
绘制刀路,不开激光的情况下进行加工,并观察切割头在跟随过程中是否抖动。
若抖动,降低定位增益、增大到位允差参数来抑制抖动。