设置常用参数
包括机床运动参数、用户习惯、气体参数、点射参数、随动控制、气体冲刷、单位切换。
按照以下步骤,设置常用参数:
选择以下方式,打开 常用参数 对话框:
在工具栏,点击
 常用参数。
常用参数。在菜单栏,点击 系统 → 常用参数。
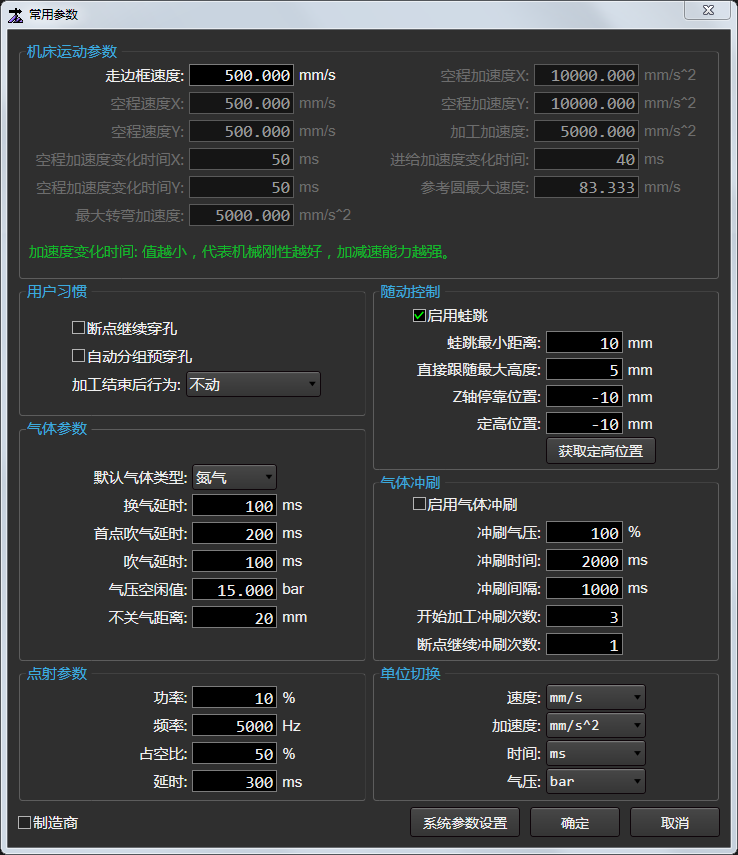
在 机床运动参数 区域,设置机床运动参数:
走边框速度:在走边框过程中的运行速度。范围:0mm~60000mm。
空程速度:机床加工时,各轴空程速度。范围:1mm~100000mm。
空程加速度变换时间:机床加工时,各轴的空程加速度变化时间。范围:1mm~10000mm。
最大转弯加速度:进给运动发生在相邻轴上的最大加速度,推荐值为1~2倍加速度。范围:0.1mm~50000mm。
空程加速度:机床加工时,各轴空程最大加速度。范围:0.001mm~50000mm。
加工加速度:机床加工时,加速阶段的合加速度。范围:0.1mm~50000mm。
进给加速度变化时间:加工时单轴加速度的变化时间。
参考圆最大速度:直径为 10mm 的参考圆对应的最大允许速度。范围:1mm~1000000mm。
在 用户习惯 区域,设置用户习惯参数:
断点继续穿孔:是否启用断点继续穿孔。
自动分组预穿孔:将有嵌套关系的图元自动划分为组合进行预穿孔。
加工结束后行为:包括不动,回标记点,回固定点,回工件原点等加工结束后的 X、Y 轴的附加行为。
在 气体参数 区域,设置气体参数:
默认气体类型:打开吹气端口默认使用的气体。用户选择吹氧气时,比例阀使能端口将打开。
换气延时:主要用于渐进穿孔和分段穿孔,若切割气体与穿孔气体不同,在穿孔完成后切换气体的过程中不关激光。
首点吹气延时:加工开始/断点继续后的吹气延时。
吹气延时:吹气端口从关闭状态切换到打开状态,将执行吹气延时。
气压空闲值:空闲状态下手动吹气的气压值。
不关气距离:两个图元切换不关气的最大直线距离。
在 点射参数 区域,设置点射参数:
功率:设置点射时的激光强度。
频率:点射时脉冲出光的频率。
占空比:对应点射时的占空比。
延时:执行点射时激光打开持续时间。
在 随动控制 区域,设置随动控制参数:
启用蛙跳:是否启用蛙跳功能
蛙跳最小距离:当距离小于该值时,不进行蛙跳,切割头不上抬,直接横移到下一个图形起点。
直接跟随最大高度:当切割高度/穿孔高度小于该值时,直接跟随到设定高度;当切割高度/穿孔高度大于该值时,先跟随到 1mm 再上抬到设定高度。
Z轴停靠位置:回机械原点后关闭跟随或加工结束时,Z轴停靠的机械坐标位置。
定高位置:启用定高切割后,切割过程中不开随动,Z 轴固定在一个 定高位置处。可以通过移动到实际高度点击获取位置也可以手动输入。
在 气体冲刷 区域,设置气体冲刷参数:
气体冲功能在切割前吹气,用于喷嘴的清洁的同时让气体在管道内更加充分,保证实际切割质量。
启用气体冲刷::是否启用气体冲刷功能。
冲刷气压:气体冲刷时所使用的气压的百分比。
冲刷时间:执行一次气体冲刷所持续的时间。
冲刷间隔:冲刷次数大于 1 时每次冲刷间隔的时间。
开始加工冲刷次数:执行开始加工时气体冲刷的次数。
断点继续冲刷次数:执行断点继续时气体冲刷的次数。
在 单位切换 区域,设置单位:
速度 mm/s
加速度 mm/s²
时间 ms
气压 bar
设置常用参数完成后,若需切换至系统参数,点击 系统参数设置。