操作
包括指定并设置图层以及设置图层工艺的操作。
按照以下步骤,执行图层操作:
操作完成后,在工艺操作栏 添加工艺备注、打开/保存/另存工艺。
设置切膜参数
选择切膜方式,切除板材表面的保护膜。
按照以下步骤,设置切膜参数:
点击 切膜参数,切换至 切膜参数 页面:
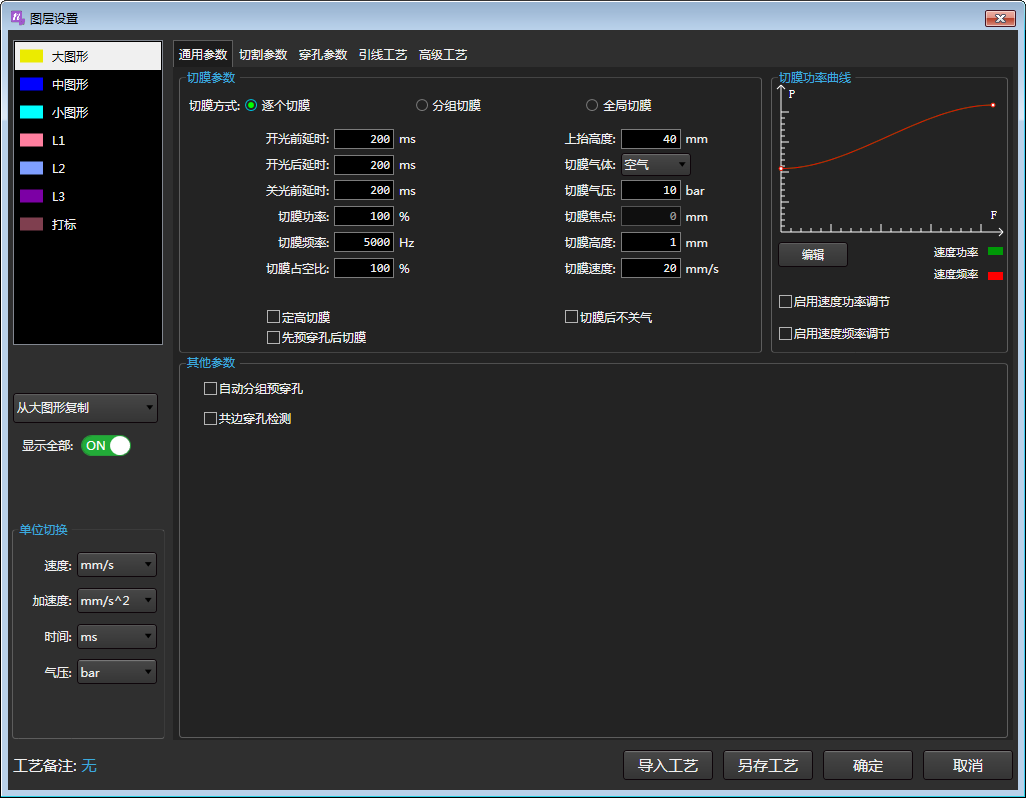
选择切膜方式。
详情请参见 切膜方式。
设置 切膜参数 模块的参数。
参数详情请参见 切膜参数。
可选: 若需维持在参数 定高位置 中进行切膜,勾选 定高切膜。
可选: 若需切膜过程和切膜转切割过程中气体的输出端口始终保持开启,勾选 切膜后不关气。
设置切割参数
设置切割参数、特殊工艺以及编辑功率曲线。
其中通过编辑功率曲线可解决激光切割中尖角过烧、厚度不同切割效果不一致等问题。实现调节切割功率,使之跟随切割速度变化而变化,以保证单位面积内吸收的热功率一致,达到理想切割效果。
按照以下步骤,设置切割参数:
点击 切割参数,切换至 切割参数 页面:
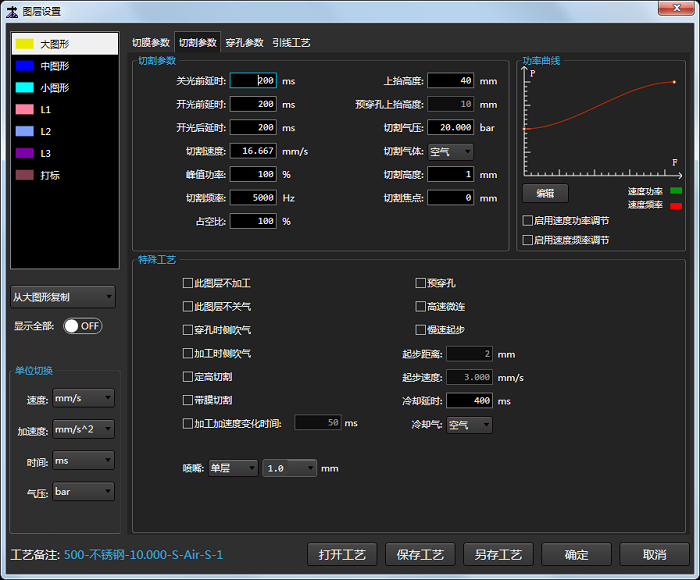
设置 切割参数 和 特殊工艺 模块的参数。
参数详情请参见 切割参数。
勾选 启用速度功率调节 和 启用速度频率调节。
切割时使切割功率和频率随着切割速度变化而变化,具体数值由速度功率和频率曲线决定;否则,切割时功率和频率保持不变。
以 启用速度功率调节 为例, 点击 编辑,弹出 速度功率曲线编辑 对话框:
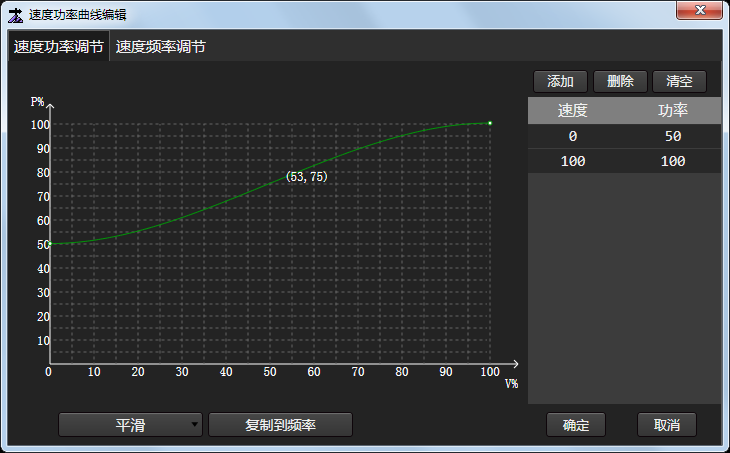
选择以下方式,编辑功率曲线:
在曲线框编辑:
双击目标位置,添加曲线节点。
添加的节点越多,曲线越精确。
双击已添加的节点位置,删除曲线节点。
右侧列表同步添加或删除对应的速度功率值。
在列表编辑:
点击 添加,列表自动添加一组速度功率值,双击修改数值后,按 Enter 确定。
注意: 速度功率曲线为递增式曲线,添加的值需依次递增且 0 和 100 无法修改。
选中某组速度功率值,点击 删除 删除该组值。
左侧曲线框同步添加或删除对应的节点。
若将曲线还原成默认曲线,点击 清空。
加工过程中系统将按照此曲线自动调节速度和功率/频率匹配关系,无需其他手动操作。
设置穿孔参数
选择穿孔方式,并设置穿孔参数。
按照以下步骤,设置穿孔参数:
点击 穿孔参数,切换至 穿孔参数 页面:

选择穿孔方式。
详情请参见 穿孔方式。
设置穿孔相关的参数。
详情请参见 穿孔参数。
可选: 若穿孔方式设置为 渐进,设置参数 渐进速度。
切割头将以 渐进速度 下到 切割高度;否则切割头跟随至 切割高度。
可选: 若需穿孔结束后关闭激光执行吹气,设置 停光吹气 的开关按钮为 ON,并设置 停光吹气气体、停光吹气延时 和 停光吹气气压。
设置引线工艺
按照以下步骤,设置引线工艺:
点击 引线工艺,切换至 引线工艺 页面:
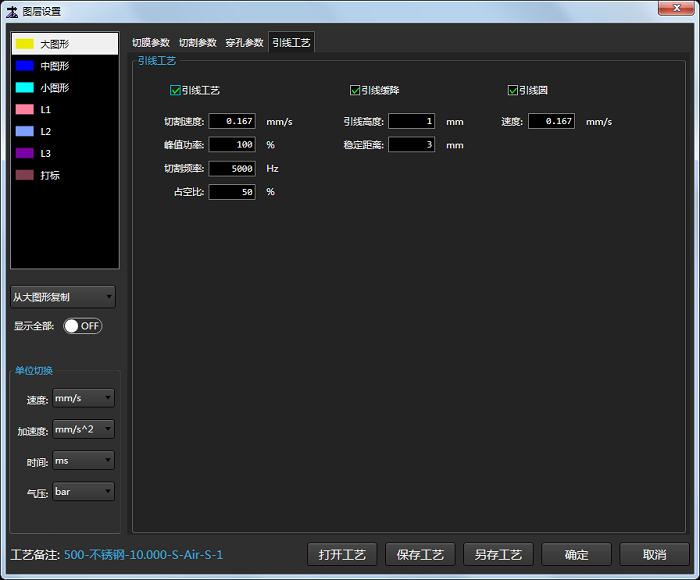
选择引线方式:
- 引线工艺:由于引线缓降会抬高穿孔高度,引线的功率等参数需要相应增大,保证穿孔能穿透
- 引线缓降:在起步阶段,速度慢导致能量大,渣较多易造成随动抖动,通过抬高切割头到引线高度来减小渣对电容的影响
- 引线圆:为了切除引线穿孔附近熔渣过多的区域,但不必考虑切割效果。
根据选择的引线方式,设置对应的参数。参数详情请参见 引线工艺。
添加工艺备注
备注加工信息,便于导入/另存工艺,系统根据备注信息自动生成工艺文件名,从而区分不同加工条件的工艺文件。
工艺备注命名规则:激光器功率 - 材质 - 材料厚度 - 加工类型 - 切割气体 - 喷嘴类型 - 喷嘴孔径
按照以下步骤,添加工艺备注:
在 图层设置 对话框,点击 工艺备注 后的蓝色字样,打开 设置工艺备注 对话框:
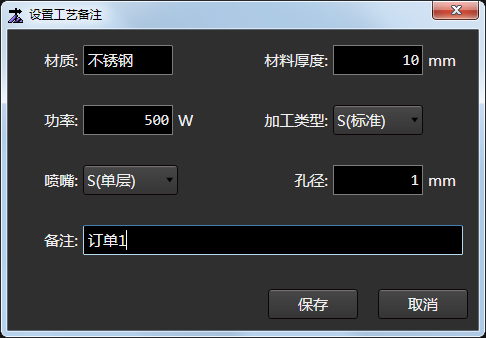
根据实际情况设置相关参数并添加备注。
打开/保存/另存工艺
将单个图层,逐个打开/保存/另存工艺文件。
工艺文件命名规则:图层名称 - 材质 - 材料厚度 - 激光器功率 - 加工类型 - 喷嘴类型 - 喷嘴孔径 - 切割气体 - 备注
按需选择以下操作,打开/保存工艺:
点击 打开工艺,打开工艺文件夹,选择目标
LTPX格式文件,导入并覆盖当前图层设置的工艺,图层设置界面右上角显示工艺文件名称。点击 保存工艺:
- 若为新建的工艺文件,弹出 另存工艺 对话框,设置参数后,选择保存路径并点击 保存。
- 若为打开的工艺文件,更新工艺文件夹内的文件。
点击 另存工艺,在 另存工艺 对话框中设置参数后,选择保存路径并点击 保存。