参数
切膜参数
切割参数分为:
切膜方式
包括:
- 逐个切膜:单个图形先切膜,切膜之后加工该图形。
- 分组切膜:以组为单位,先对整个组的图形切膜,后加工该组图形。其他组的图形也依照这样的次序进行。
- 全局切膜:勾选带膜切割图层的所有图形按照切膜参数切膜,再正常加工。
参数说明
包括:
开光前延时:开启激光前延时。
开光后延时:开启激光后持续设定时间后,再执行下一步骤。
关光前延时:关闭激光前延时。
切膜速度:实际切膜的目标速度。
切膜气体:切膜时所用的辅助气体的类型。
切膜气压:切膜时辅助气体的气压,需与比例阀配合使用。
切膜频率:切膜时 PWM 调制信号的载波频率,也是一秒内的出光次数,该值越大代表出光越连续。
切膜占空比:通过 PWM 调节激光器,设置切膜时的占空比。
切膜高度:切膜时喷嘴距离板材的高度。
切膜焦点:启用焦点控制后生效。切膜时焦点的位置。
上抬高度:切换切膜时,激光头上抬的高度。
定高切膜:维持在常用参数中参数 定高位置 进行切膜。
切膜后不关气:切膜过程和切膜转切割过程中气体的输出端口始终保持开启。
切割参数
切割参数分为:
常用参数
包括:
关光前延时:关闭激光前延时。
开光前延时:开启激光前延时。
开光后延时:开启激光后持续设定时间后,再执行下一步骤。
切割速度:进给率为 100% 时,实际切割的目标速度。
峰值功率:通过模拟量调节激光器,设置切割时的激光强度。
切割频率:切割时 PWM 调制信号的载波频率,也是一秒内的出光次数,该值越大代表出光越连续。
占空比:通过 PWM 调节激光器,设置切割时的占空比。
上抬高度:切换切割图形时,激光头上抬的高度。
预穿孔上抬高度:预穿孔过程中,每穿完一个孔,切割头上抬的高度。若刀路总穿孔数为 1,则该参数不生效。
切割气压:切割时辅助气体的气压,需与比例阀配合使用。
切割气体:切割时所用的辅助气体的类型。
切割高度:切割时喷嘴距离板材的高度。
切割焦点:启用焦点控制后生效。切割时焦点的位置。
特殊参数
包括:
此图层不加工:不加工当前图层下的所有图形。
此图层不关气:加工本图层内图形期间不关吹气端口。
穿孔时侧吹气:在穿孔时,打开侧吹气端口。
加工时侧吹气:在切割加工时,打开侧吹气端口。
定高切割:是否启用定高切割。即切割时,是否一直维持在固定的Z轴坐标进行切割。
带膜切割:切割表层贴膜的金属材料时启用。
加工加速度变化时间:加工时 XY 轴合加速度的变化时间。若不使用的话,按照常用参数中的 进给加速度变化时间 的值进行切割。
预穿孔:当前图层下的所有加工对象启用预穿孔功能,使所有刀路在实际加工前提前穿孔。
高速微连:在微连处不开激光,切割头不减速继续运动。
慢速起步:保证切割厚板时的加工质量,以起步速度先切割一个长为起步距离的窄缝,使气体可以很好的吹进去,再以正常的速度切割。启用慢速起步后,需输入起步的 距离 和 速度。
起步距离:起步距离。
起步速度:起步速度。
冷却延时 加工到冷却点时,进行吹气冷却的时间。
冷却气:吹气冷却时所用的气体。
喷嘴:喷嘴的层数以及直径。
穿孔参数
穿孔参数包括:
穿孔方式
包括:
不穿孔
系统自动执行以下加工动作:
开启随动阀及吹气阀。
控制切割头空移下降至 切割高度 后,等待 常用参数 中设置的 吹气延时 时间。
开启激光阀,开始切割加工。
一级穿孔/二级穿孔
系统自动执行以下加工动作:
开启随动阀及吹气阀。
控制切割头空移下降至 穿孔高度 后,等待 吹气延时 时间。
开启激光阀,开始穿孔,持续时间为 穿孔延时。
根据穿孔方式,执行以下操作:
渐进穿孔:不关闭激光阀,以 渐进速度 下到 切割高度,开始切割加工。
分段穿孔:关闭激光阀,控制切割头空移下降至 切割高度 后,开启激光阀,开始切割加工。
三级穿孔
常用于厚板穿孔。
系统自动执行以下加工动作:
执行三级穿孔。
执行二级穿孔。
执行一级穿孔。
参数说明
包括:
渐进速度:设置使用渐进穿孔时从穿孔高度下降到切割高度的速度。
峰值功率:通过模拟量调节激光器,设置穿孔时的激光强度。
频率:穿孔时 PWM 调制信号的载波频率,穿孔时一般采用较低的频率,用脉冲穿孔来避免爆孔。
占空比:通过 PWM 调节激光器,设置穿孔时的占空比。
气体:穿孔时所用的辅助气体。
气压:穿孔时的辅助气体的气压,需与比例阀配合使用。
高度:穿孔位距板材的高度。
焦点:启用焦点控制后生效。穿孔时焦点的位置。
延时:渐进穿孔和分段穿孔时在穿孔高度开激光的时间。
停光吹气:每一级穿孔结束后是否关闭激光再执行吹气。
停光吹气气体:空气、氮气、氧气。
停光吹气气压:吹气时的气压值
停光吹气延时:关闭激光后再执行吹气的间隔时间。
引线工艺
包括:
切割速度:进给率为 100% 时,实际切割的目标速度。
峰值功率:通过模拟量调节激光器,设置工艺切割时的峰值电流,对应工艺切割时的峰值功率。
切割频率:工艺切割时 PWM 调制信号的载波频率,即一秒内的出光次数。
占空比:工艺切割时的占空比。
引线高度:Z 轴开始缓降的位置
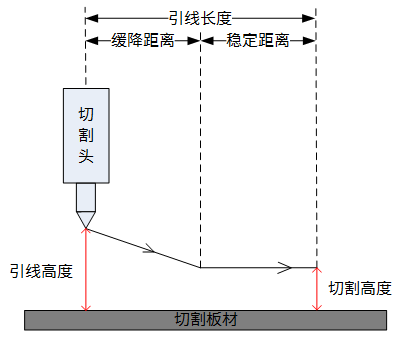
稳定距离:在切割高度进行引刀线切割的距离。稳定距离 = 引线长度 - 缓降距离。当设定值大于引刀线长度时,系统默认计算公式:稳定距离 = 引线长度 - 3mm。
速度:引线圆的切割速度。