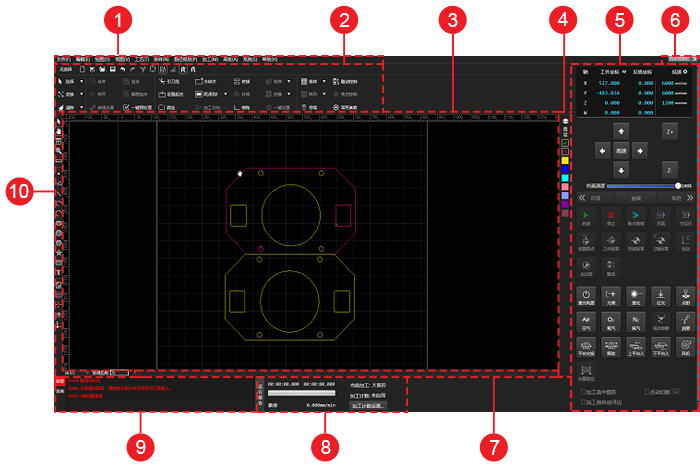
软件主界面
通过这部分内容,您可以快速熟悉 NcStudio-V15 激光切割控制系统 的软件主界面。
软件主界面如下所示:
工具栏
包括以下工具:
 新建:创建新的刀路文件。
新建:创建新的刀路文件。 导入:导入
导入:导入 NCEX、DXF、DWG、PLT、G、NC格式文件。 打开:打开
打开:打开 NCEX格式文件。 保存:保存刀路文件。若保存新建的刀路文件,点击后另存为
保存:保存刀路文件。若保存新建的刀路文件,点击后另存为 NCEX格式文件。 撤销:撤销上一步操作。
撤销:撤销上一步操作。 重做:恢复撤销操作。
重做:恢复撤销操作。 显示次序:显示或隐藏加工顺序。
显示次序:显示或隐藏加工顺序。 显示方向:显示或隐藏加工方向。
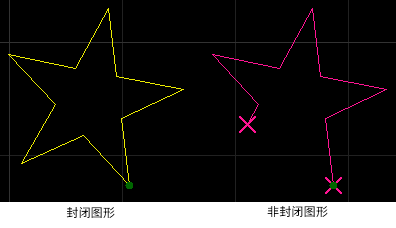
显示方向:显示或隐藏加工方向。 特殊显示开口图形:以特殊颜色(红色)或不以特殊颜色显示全部的开口图形。
特殊显示开口图形:以特殊颜色(红色)或不以特殊颜色显示全部的开口图形。 清除轨迹:清除加工轨迹。
清除轨迹:清除加工轨迹。 捕捉:打开或关闭捕捉功能。
捕捉:打开或关闭捕捉功能。 捕捉选项:设置需捕捉的特征项。
捕捉选项:设置需捕捉的特征项。 选择:全选、反选、取消选择图形,以及自动选择不封闭图形、小图形、里层图形、外层图形、相似图形等。详情请参见 自动选择。
选择:全选、反选、取消选择图形,以及自动选择不封闭图形、小图形、里层图形、外层图形、相似图形等。详情请参见 自动选择。 清除:清除部分已设置的加工工艺。详情请参见 清除工艺。
清除:清除部分已设置的加工工艺。详情请参见 清除工艺。 合并:将多个图形合并为单个图形,详情请参见 合并。
合并:将多个图形合并为单个图形,详情请参见 合并。 炸开:修剪刀路。详情请参见 炸开。
炸开:修剪刀路。详情请参见 炸开。 曲线光滑:对多义线图形进行光滑处理。详情请参见 光滑曲线。
曲线光滑:对多义线图形进行光滑处理。详情请参见 光滑曲线。 组合:将选中的多个对象编制成一个群组。详情请参见 组合。
组合:将选中的多个对象编制成一个群组。详情请参见 组合。 解散组合:选中单个 组合 时,将群组解散为多个图形。详情请参见 解散组合。
解散组合:选中单个 组合 时,将群组解散为多个图形。详情请参见 解散组合。 一键预处理:选中单个或多个对象时,打开 一键预处理 对话框进行设置。详情请参见 执行一键预处理。
一键预处理:选中单个或多个对象时,打开 一键预处理 对话框进行设置。详情请参见 执行一键预处理。 引刀线:设置加工引入和引出线。详情请参见 设置引刀线。
引刀线:设置加工引入和引出线。详情请参见 设置引刀线。 设置起点:若有引刀线,则设置引刀线的起点/终点;若无引刀线,则设置加工的起点,从选定的当前点开始加工该图形。
设置起点:若有引刀线,则设置引刀线的起点/终点;若无引刀线,则设置加工的起点,从选定的当前点开始加工该图形。 微连:预留一小段距离不做切割(预留豁口),使工件和板材连在一起。详情请参见 设置微连。
微连:预留一小段距离不做切割(预留豁口),使工件和板材连在一起。详情请参见 设置微连。 冷却点:在图形拐点处添加冷却点,改善切割厚材料时拐点的切割效果。详情请参见 添加冷却点。
冷却点:在图形拐点处添加冷却点,改善切割厚材料时拐点的切割效果。详情请参见 添加冷却点。 阴/阳切:设置阴切与阳切。详情请参见 设置阴切与阳切。
阴/阳切:设置阴切与阳切。详情请参见 设置阴切与阳切。 加工方向:设置加工方向。详情请参见 设置加工方向。
加工方向:设置加工方向。详情请参见 设置加工方向。 桥接:将两个图形像搭桥一样连接起来。详情请参见 设置桥接。
桥接:将两个图形像搭桥一样连接起来。详情请参见 设置桥接。 补偿:补偿实际加工割缝误差。详情请参见 执行割缝补偿。
补偿:补偿实际加工割缝误差。详情请参见 执行割缝补偿。 倒角:去除零件上因机械加工产生的毛刺。详情请参见 添加倒角。
倒角:去除零件上因机械加工产生的毛刺。详情请参见 添加倒角。 排序:指定刀路文件中图形的加工次序。详情请参见 设置加工顺序。
排序:指定刀路文件中图形的加工次序。详情请参见 设置加工顺序。 扫描:寻找效率最高的路径进行加工,省去抬刀和下刀步骤。详情请参见 设置扫描切割。
扫描:寻找效率最高的路径进行加工,省去抬刀和下刀步骤。详情请参见 设置扫描切割。 一键设置:一次性设置阴切/阳切、引刀线、加工方向、加工顺序和割缝补偿。详情请参见 执行一键设置。
一键设置:一次性设置阴切/阳切、引刀线、加工方向、加工顺序和割缝补偿。详情请参见 执行一键设置。 排样:排布加工零件,提高材料利用率和加工效率。详情请参见 排样。
排样:排布加工零件,提高材料利用率和加工效率。详情请参见 排样。 阵列:复制并有序排列加工图形。详情请参见 阵列。
阵列:复制并有序排列加工图形。详情请参见 阵列。 停靠:将图形停靠到工件原点。详情请参见 设置停靠点。
停靠:将图形停靠到工件原点。详情请参见 设置停靠点。 随动控制:标定切割头。详情请参见 标定切割头。
随动控制:标定切割头。详情请参见 标定切割头。 焦点控制:在加工过程中自动调节焦点。详情请参见 控制焦点。
焦点控制:在加工过程中自动调节焦点。详情请参见 控制焦点。 常用参数:设置常用的机床控制参数,随动控制参数,以及单位切换。详情请参见 设置常用参数。
常用参数:设置常用的机床控制参数,随动控制参数,以及单位切换。详情请参见 设置常用参数。
绘图区
预览并在此区域绘制图形。
绘制的图形种类包括:
图层工具栏
进行图层相关的操作。
包括以下部分:
 :设置图层。详情请参见 图层。
:设置图层。详情请参见 图层。 :设置选中的图形加工。
:设置选中的图形加工。 :设置选中的图形不加工,此时图形呈白色。
:设置选中的图形不加工,此时图形呈白色。 :将选中对象的颜色变为对应图层的颜色。
:将选中对象的颜色变为对应图层的颜色。
控制栏显示按钮
显示或隐藏 机床控制栏。
机床控制栏
机床控制栏包括:
坐标显示区
显示各轴的工件坐标、机械坐标、反馈坐标、低速速度、高速速度和步距:

执行回机械原点后,各轴前会出现  标识。
标识。
在该区域,可进行以下操作:
点击
 切换工件坐标、机械坐标。
切换工件坐标、机械坐标。点击
 ,单独设置 X/Y 轴和 Z 轴的低速速度、高速速度和步距:
,单独设置 X/Y 轴和 Z 轴的低速速度、高速速度和步距: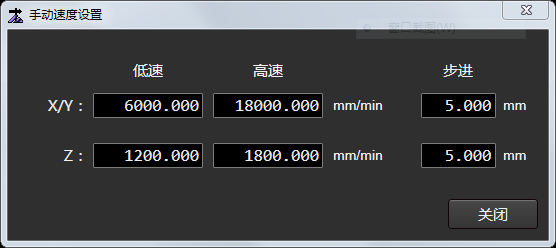
手动控制区
手动控制区如下所示:

轴方向按钮
点击界面的方向按钮 ↑(Y+)、↓(Y-)、→(X+)、←(X-) 、Z+、Z-,控制机床各轴正向或负向移动。
仿真速度
在加工开始前或加工中,选择以下方式,调节仿真速度。
鼠标拖动仿真速度条,调节仿真速度。
点击仿真速度条后,按键盘的 PgUp、PgDown 或者 ↑ 、↓ 、←、→ 键。
机床运动控制按钮
点击 后退 / 前进 按钮,机床沿刀路轨迹连续反向移动 / 正向移动。
连续 模式下,松开按钮后机床停止;步进 模式下,移动设定步长值后停止。
模式选择按钮
根据实际情况,点击 步进 / 连续,切换模式。
连续模式(默认模式)
点中单个轴方向按钮,轴以连续低速运动,松开按钮后停止。
同时点中多个轴方向按钮,选中的轴同时以连续低速运动,松开按钮后同时停止。
同时点中 高速 按钮和单个轴方向按钮,轴以连续高速运动,松开按钮后停止。
同时点中 高速 按钮和多个轴方向按钮,选中的轴同时以连续高速运动,松开按钮后同时停止。
步进模式
点击轴方向按钮,机床移动设定的步长值(默认值5mm)后停止。
若需自定义步长值,在 坐标显示区 右上区域,点击
。注意: 请勿将步长值设置过大或频繁点击轴方向按钮,以防误操作或操作过于频繁而损坏机床。
机床控制按钮
启停加工和执行及激光切割的相关操作:
 :从头开始此次加工任务。
:从头开始此次加工任务。 :停止此次加工任务。
:停止此次加工任务。 :加工停止后,保证机械坐标准确的情况下,从上次加工停止处继续加工。
:加工停止后,保证机械坐标准确的情况下,从上次加工停止处继续加工。 :进入仿真模式。系统不驱动机床做相应的机械电气动作,仅在绘图区中高速模拟运行加工路径。
:进入仿真模式。系统不驱动机床做相应的机械电气动作,仅在绘图区中高速模拟运行加工路径。 :进入空运行模式。在不开激光和加工相关端口的情况下运行机床,查看加工动作是否正确。
:进入空运行模式。在不开激光和加工相关端口的情况下运行机床,查看加工动作是否正确。 :回工件原点。
:回工件原点。 :设置工件原点。
:设置工件原点。 :执行所有轴回机械原点。
:执行所有轴回机械原点。 :执行Z轴回机械原点。
:执行Z轴回机械原点。 :执行切割头标定动作。
:执行切割头标定动作。 :开始加工前,点击开启激光电源。
:开始加工前,点击开启激光电源。 :点击打开光闸,再点击关闭。光闸必须手动点击打开。先打开光闸再打开激光阀,激光器才会出激光。
:点击打开光闸,再点击关闭。光闸必须手动点击打开。先打开光闸再打开激光阀,激光器才会出激光。 :按住激光阀,直至松开关闭。开始加工时,系统自动开启激光阀。
:按住激光阀,直至松开关闭。开始加工时,系统自动开启激光阀。 :点击打开红光,再点击关闭,必须手动打开。红光用于指示激光打在板材的位置。
:点击打开红光,再点击关闭,必须手动打开。红光用于指示激光打在板材的位置。 :定时开启激光阀。系统同时打开激光阀,持续设定的点射参数后自动关闭。
:定时开启激光阀。系统同时打开激光阀,持续设定的点射参数后自动关闭。 :点击手动打开吹气阀,再次点击关闭,所吹气体为空气。加工开始时,按钮高亮,系统自动开启吹气阀,所吹气体为空气。
:点击手动打开吹气阀,再次点击关闭,所吹气体为空气。加工开始时,按钮高亮,系统自动开启吹气阀,所吹气体为空气。 :点击手动打开吹气阀,再次点击关闭,所吹气体为氧气。加工开始时,按钮高亮,系统自动开启吹气阀,所吹气体为氧气。
:点击手动打开吹气阀,再次点击关闭,所吹气体为氧气。加工开始时,按钮高亮,系统自动开启吹气阀,所吹气体为氧气。 :点击手动打开吹气阀,再次点击关闭,所吹气体为氮气。 加工开始时,按钮高亮,系统自动开启吹气阀,所吹气体为氮气。
:点击手动打开吹气阀,再次点击关闭,所吹气体为氮气。 加工开始时,按钮高亮,系统自动开启吹气阀,所吹气体为氮气。 :设置清洁喷嘴。详情请参见 清洁喷嘴。
:设置清洁喷嘴。详情请参见 清洁喷嘴。 :开启润滑。
:开启润滑。 :点击执行自动交换工作台,提高加工效率。
:点击执行自动交换工作台,提高加工效率。 :手动交换工作台时控制机床释放工作台。
:手动交换工作台时控制机床释放工作台。 :手动控制上平台进入加工区,提高加工效率。
:手动控制上平台进入加工区,提高加工效率。 :手动控制下平台进入加工区,提高加工效率。
:手动控制下平台进入加工区,提高加工效率。 :点击手动开启风机电源,再点击关闭。设置 外部设备控制-排烟 分类的下系统参数控制 加工开始、结束时自动开启或关闭风机。
:点击手动开启风机电源,再点击关闭。设置 外部设备控制-排烟 分类的下系统参数控制 加工开始、结束时自动开启或关闭风机。
加工选项区
加工时可选的功能操作:
加工选中图形:勾选后,加工时仅对选中图形进行加工,包括 加工、空运行、仿真、走边框 以及 断点继续 。
点动切割:手动控制切割头点动出光一次。勾选后手动控制轴点动移动一段距离,这个过程中将持续开光。当点动结束时会自动取消勾选 点动切割,下一次移动将不会出光。
加工前自动寻边:勾选后,按
,系统先执行自动寻边。
绘图信息栏
绘图信息栏如下所示:

可进行以下操作:
查看并设置绘图区的缩放比例。
查看并设置绘图区图形单次移动距离。
举例: 设置微调距离为10mm,选中图形并按键盘的 → 键,图形向右移动 10 mm。
查看绘制图形、执行加工操作的相关步骤及提示信息。
加工信息统计栏
加工信息统计栏如下所示:
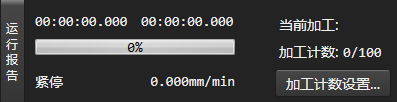
可进行以下操作
报警/系统信息栏
报警/系统信息栏如下所示:
可进行以下操作:
双击 报警 / 系统,查看日志。
双击对应报警项或者系统信息项,在弹出的对话框内查看报警产生的时间、原因及解决方法或者日志详情。
绘图栏
可进行以下操作: