特殊拉料功能使用说明
版次:2023年05月18日 第1.1版 作者:激光管切应用组 上海维宏电子科技股份有限公司 版权所有
本手册只针对于调试人员使用和配置特殊拉料功能,根据不同的机型配合流程编辑功能,达到合理和正确使用特殊拉料功能。
机型分类
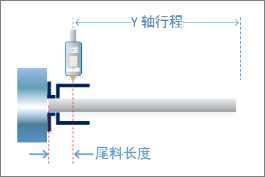
单Y推料机型

Y轴行程短,切割固定
后卡可贯通
Y轴运动方向向左为负方向,向右为正方向
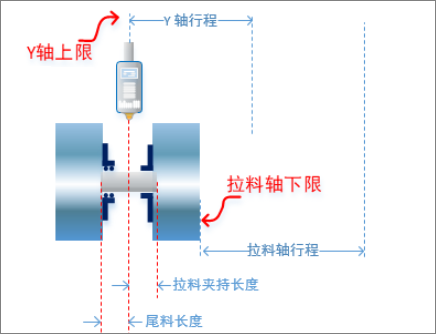
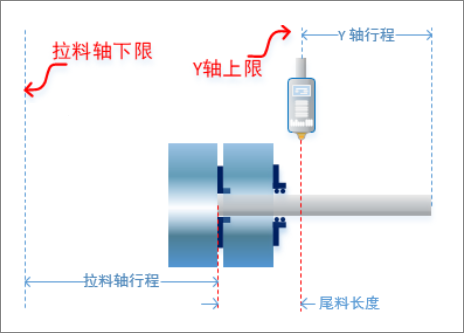
单Y拉料机型
切割头往左移动为正向,往右移动为负向
拉料装置拉料切割
双Y拉料机型:
可实现零尾料切割功能
一个拉料轴用来拉料,用于重型管,一个Y轴用来切割。
拉料轴运动方向向左为负方向,向右为正方向
切割头往左移动为正向,往右移动为负向
双Y推料机型
一个拉料轴用来推料,用于重型管,一个Y轴用来切割。
拉料轴运动方向向左为负方向,向右为正方向
切割头Y轴往左移动为正向,往右移动为负向
功能应用背景
管材一般很长,目前市面上较多的是后卡盘带着管材从进料轴方向动,这样需要Y轴的行程很长;有客户设计了切割头运动的机床,可以对管材进行分段切割以缩小机床大小,达到切割长管的目的。也就是能以小床身切割长管,基于此背景,开发出了特殊拉料功能。
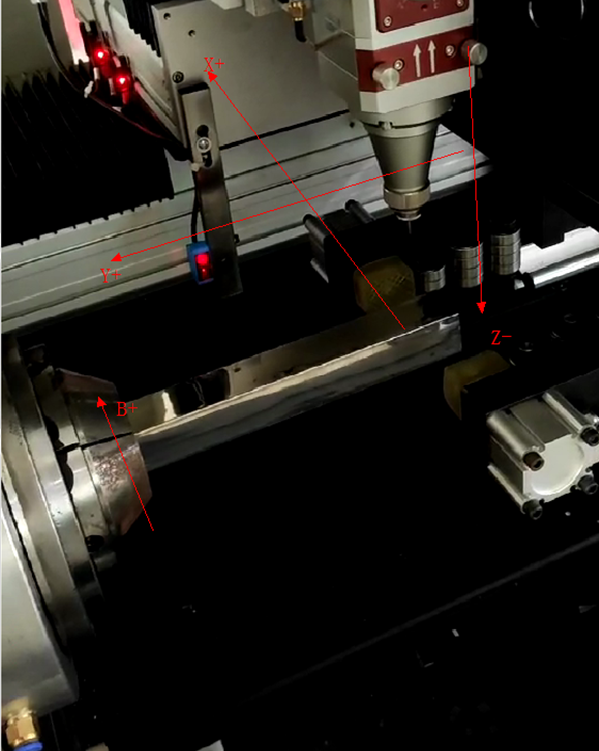
机床坐标系和方向的确定
不管是何种机床,机械坐标系和方向都是明确和固定的。以下图为参考:
软件版本
单Y推料型:TU1000,TU2000,TU3000
单Y拉料型:TU1000,TU2000,TU3000
双Y推料型:TU3200,TU6000
双Y拉料型:TU3200,TU6000
特殊拉料功能详解
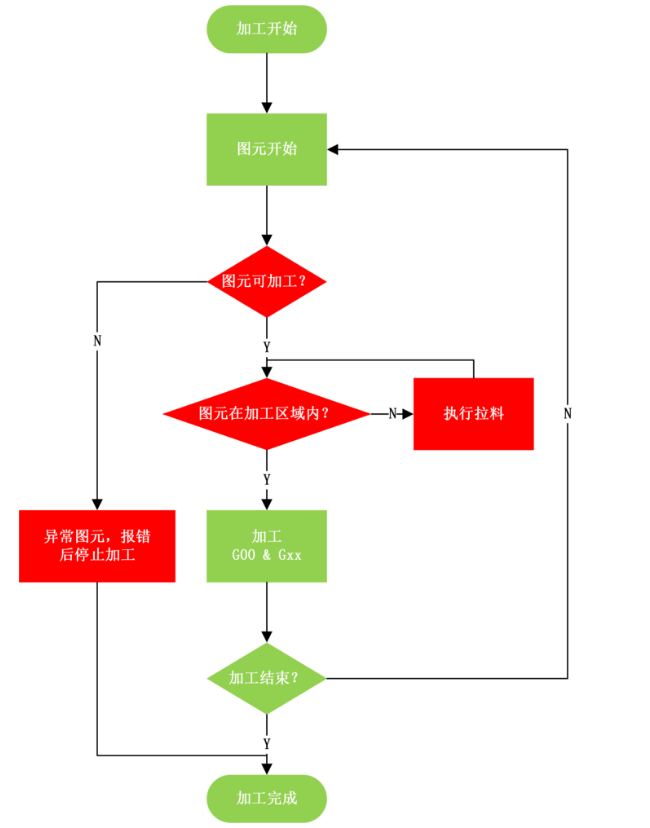
加工流程
参数配置
根据不同的机型配置参数及编辑流程动作。
操作步骤:
进入配置台,配置入口:C:\Program Files\Weihong\NcStudio\Bin 下,找到NcConfig。
根据不同的机型和装置类型,配置参数和在流程编辑中配置相关动作:
在软件中,配置功能参数。
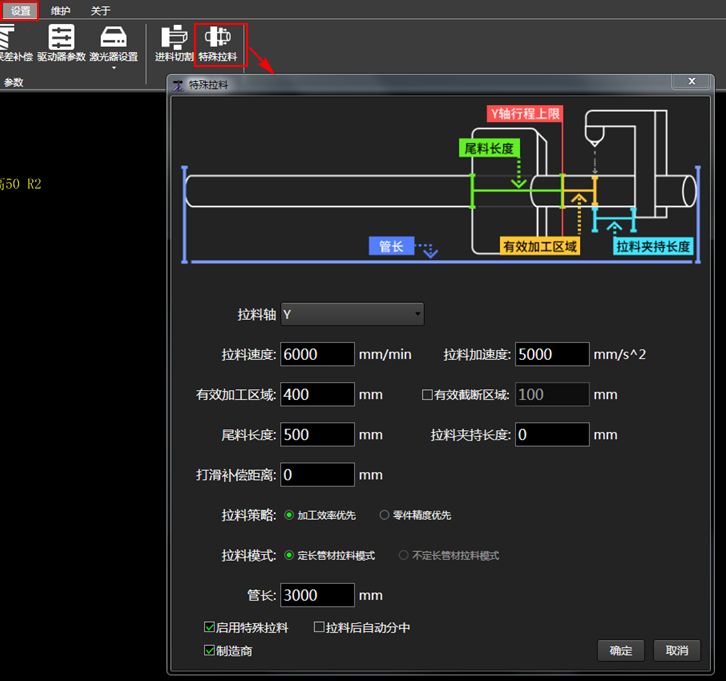
参数释义:
拉料轴:单Y拉料机型默认Y,无需更改。
拉料速度:拉料时的Y轴的速度,与Y轴的空移速度有区分。
拉料加速度:拉料时的Y轴的加速度,与Y轴的空移加速度有区分。
有效加工区域:加工单个图元最大的范围,比如有效加工区域为100,某一个轮廓的长度大于100,则不会加工。
有效截断区域:裁断线距离Y轴上限最大的范围,此功能开启可以使截断线接近于卡盘处截断,更加的稳定。
尾料长度:后卡行走到Y最大行程时,所夹持管材到切割头的距离。
拉料夹持长度:单Y推料机型该参数无意义。为0.
打滑补偿距离:每次拉料后,管件因为外部因素,会有一定的长度误差,此参数可进行长度误差改善,根据实际情况设定。
加工效率优先:拉料次数少,加工效率比较高,但因为在切割过程中触发拉料,相对精度降低。
零件精度优先:拉料次数多,加工效率较低,但能保证在切割过程中不进行拉料。
定长管材拉料模式:管材长度固定,使用管长参数与图纸判断能否开始加工。
管长:切割管材的长度,选择不定长管材模式时,该选项不生效。
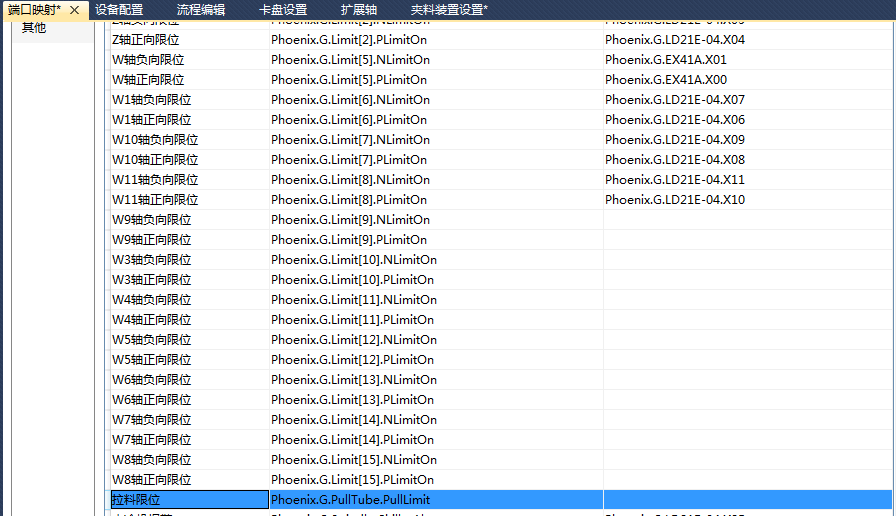
不定长管材模式:管长长度不固定时使用,根据拉料限位端口判断是否可以继续加工。该功能需要配置拉料限位后才能选择。端口配置入口如下:
启用特殊拉料勾选该选项,特殊拉料功能生效。
拉料后自动分中:勾选该选项后,每次拉料后都会自动进行分中。
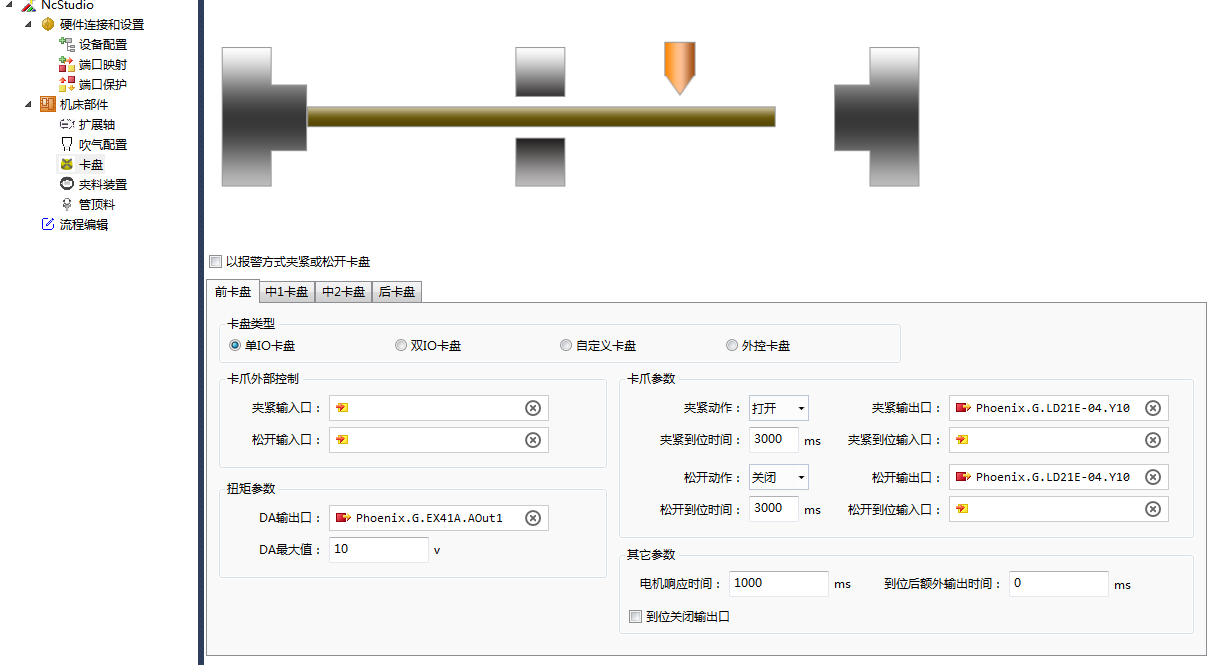
单Y推料(卡盘类型)
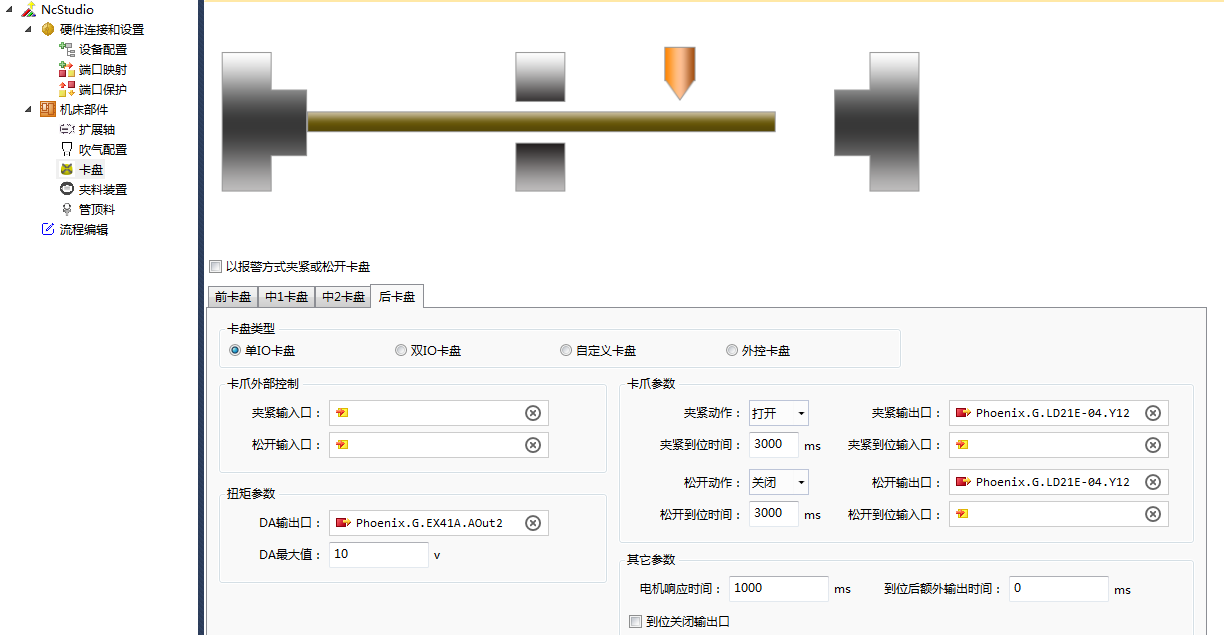
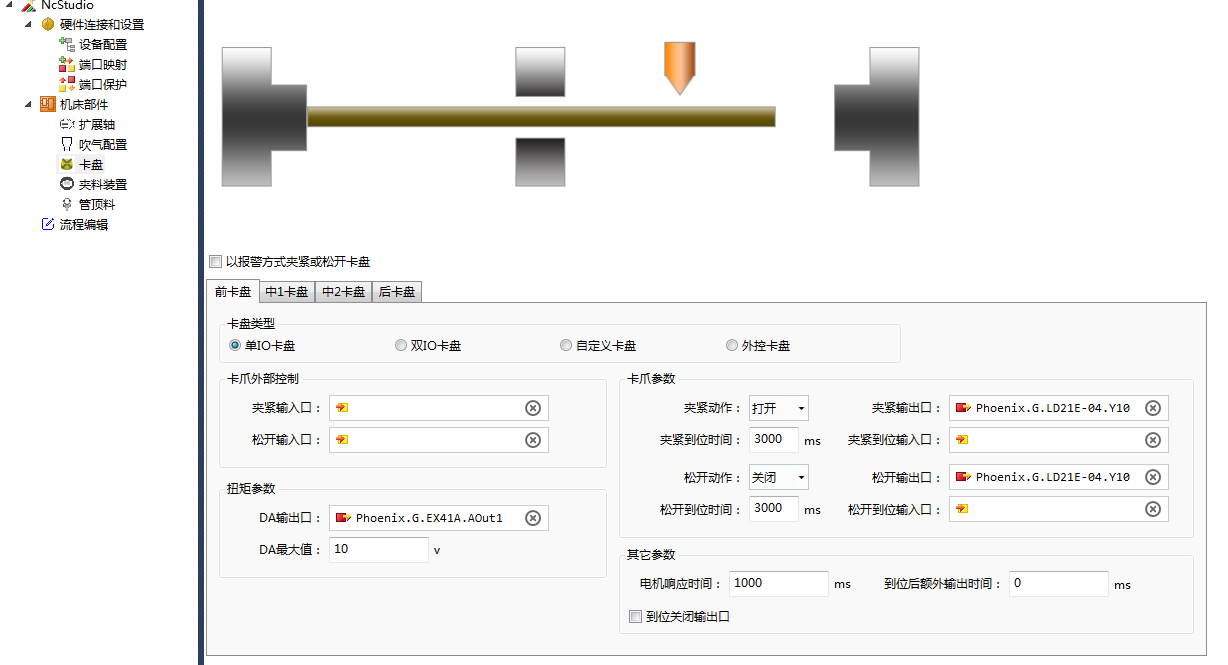
找到卡盘参数,配置后卡卡爪参数:
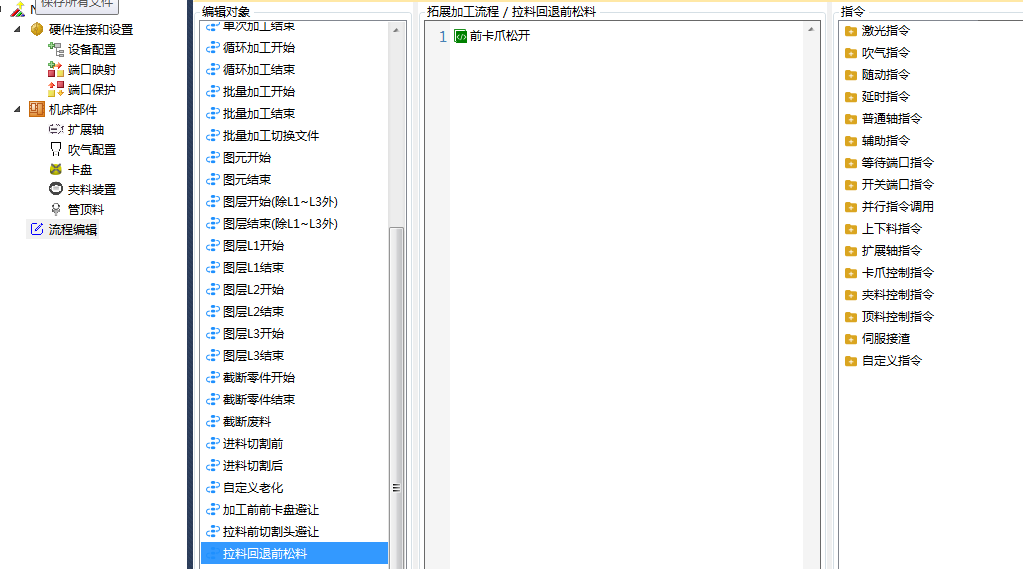
在流程编辑中配置相关动作:
以下只为基本配置,如果有其他动作需要配置,可自由在流程编辑中配置。
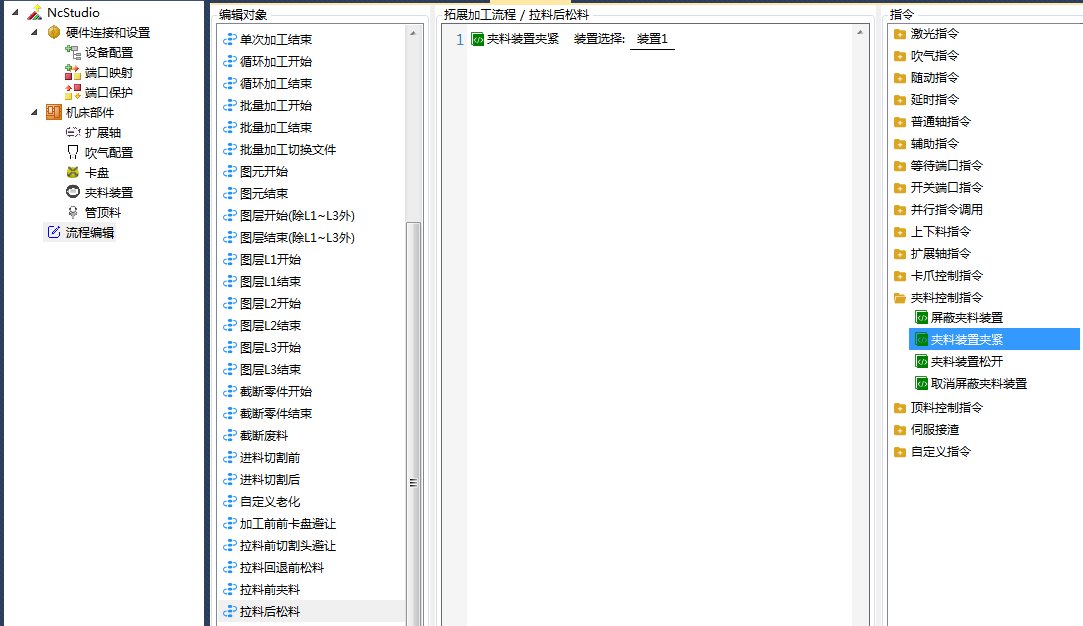
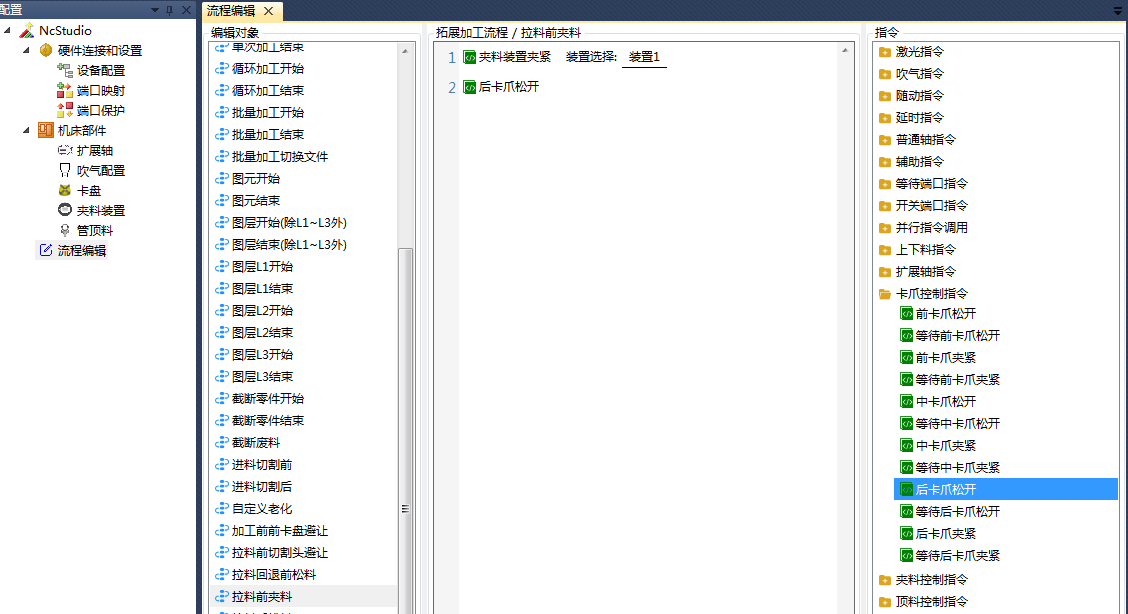
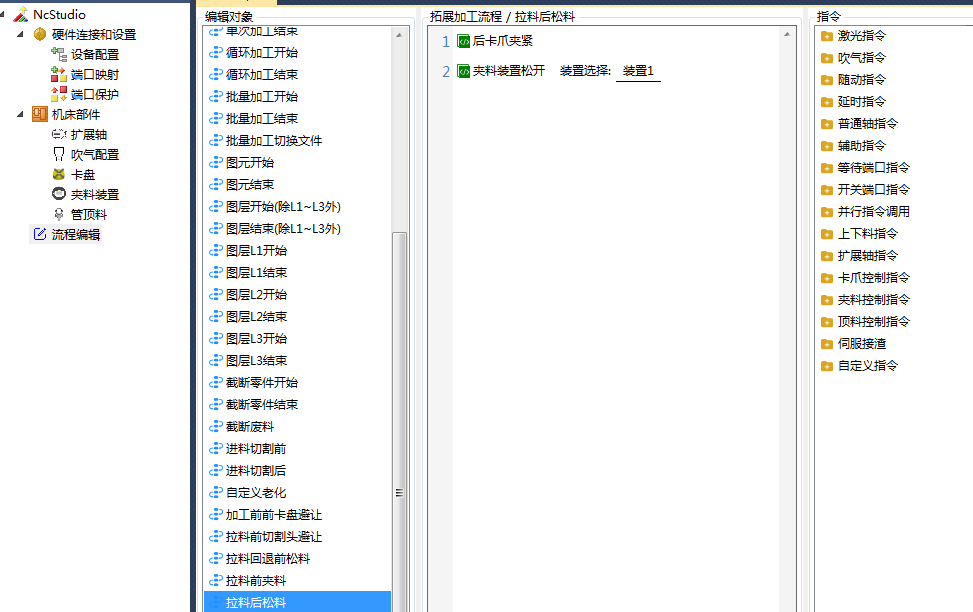
单Y推料(夹料装置型)
找到夹料装置参数,配置相关参数:
位置控制型装置:
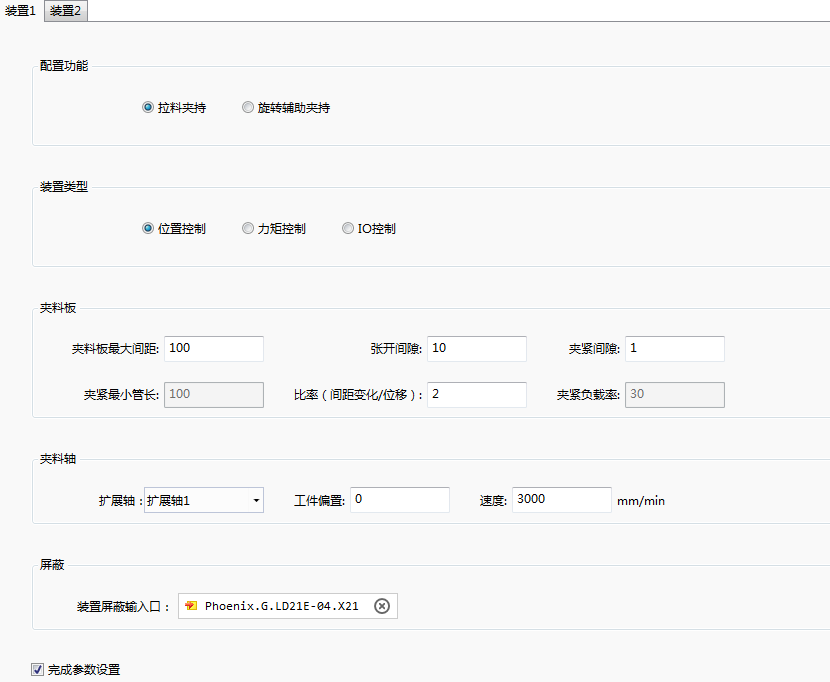
夹料板最大间距:拉料功能停止使用后,夹料板能张开的最大间距,避免管材与夹料装置有干涉。
张开间隙:管材外接矩形宽+2*张开间隙。拉料完成后,夹料板相对于当前管材之间的相对间隙值。
夹紧间隙:管材外接矩形宽+2*夹紧间隙。拉料时,夹料板夹紧时相对于管材表面还剩余的相对间隙值。
夹紧最小管长:此参数在拉料中无作用。
比率(间距变化/位移):夹料板间距变化与夹料轴位移变化的比值。比如张开间隙为10,比率为2,则夹持轴也就扩展轴的坐标为:(管材外接矩形宽+2*10)/比率。
夹紧负载率:夹料板夹紧时的一个负载率,过大可能导致将管材夹扁。位置控制不生效。
扩展轴:选择拉料的伺服控制轴。
工件偏置:当前机械坐标值=工件偏置+工件坐标值。一般设置为0。
速度:此参数是夹料板松开和夹紧时的速度。
装置屏蔽入口,伺服拉料可不配置。
力矩控制型装置:

夹料板最大间距:拉料功能停止使用后,夹料板能张开的最大间距,避免管材与夹料装置有干涉。
张开间隙:管材外接矩形宽+2*张开间隙。拉料完成后,夹料板相对于当前管材之间的相对间隙值。
夹紧间隙:管材外接矩形宽+2*夹紧间隙。拉料时,夹料板先运行到管材表面,在以夹紧间隙值继续运行该数值。运行速度为夹料板速度的三分之一。
夹紧最小管长:此参数在拉料中无作用。
比率(间距变化/位移):夹料板间距变化与夹料轴位移变化的比值。比如张开间隙为10,比率为2,则夹持轴也就扩展轴的坐标为:(管材外接矩形宽+2*10)/比率。
夹紧负载率:夹料板夹紧时的一个负载率,过大可能导致将管材夹扁。
扩展轴:选择拉料的伺服控制轴。
工件偏置:当前机械坐标值=工件偏置+工件坐标值。一般设置为0。
速度:此参数是夹料板松开和夹紧时的速度。
装置屏蔽入口,伺服拉料可不配置。
IO控制型装置
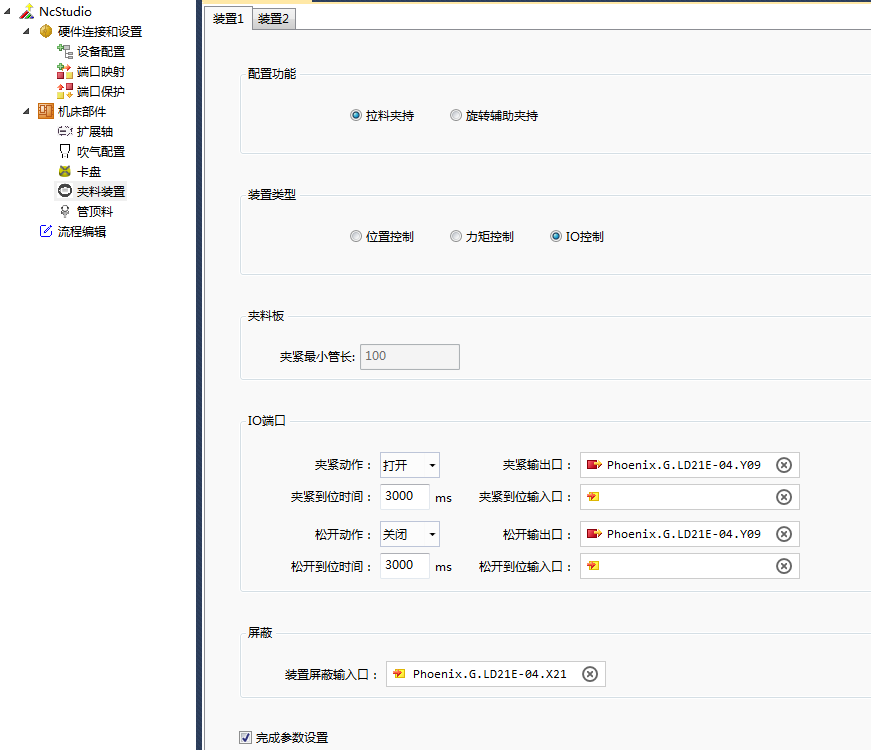
装置屏蔽入口:该端口有信号时,夹料板一直处于张开位置,无法夹紧。
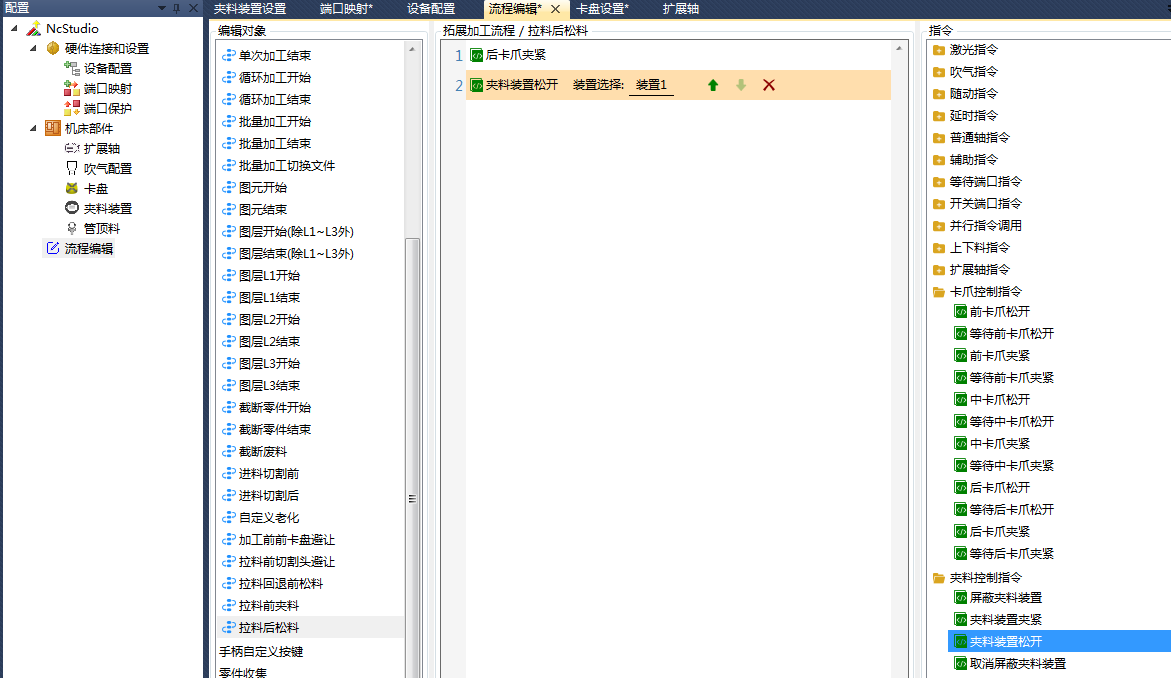
在流程编辑中配置相关动作:
以下只为基本配置,如果有其他动作需要配置,可自由在流程编辑中配置。

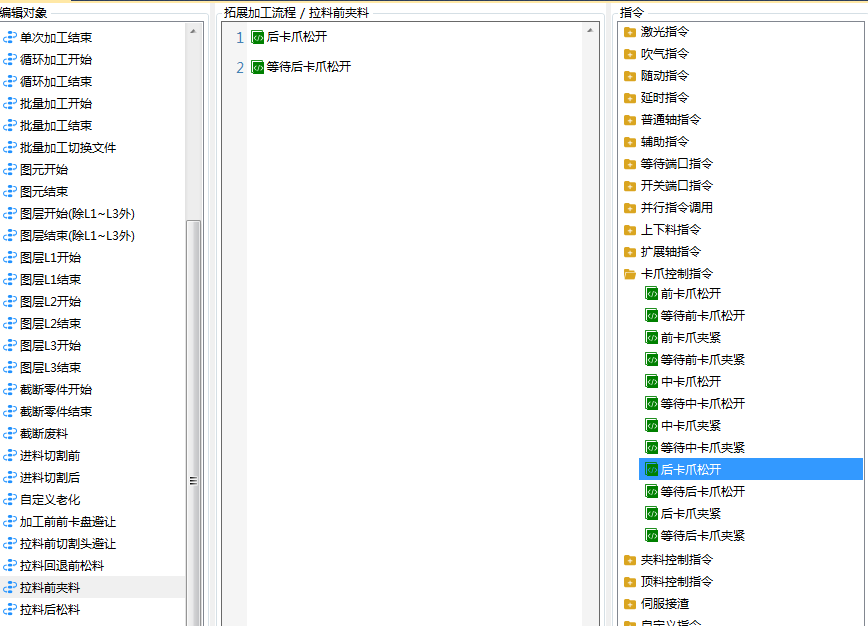
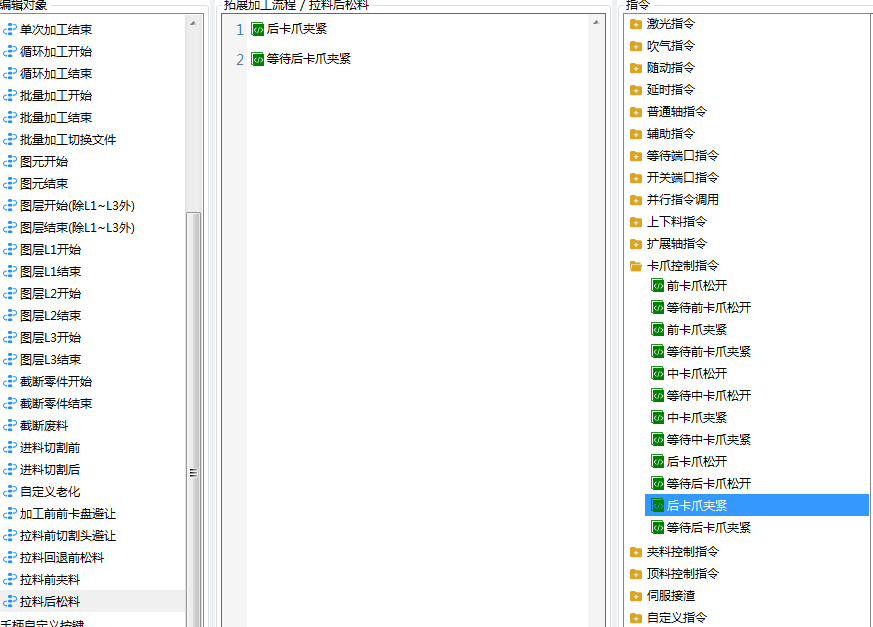
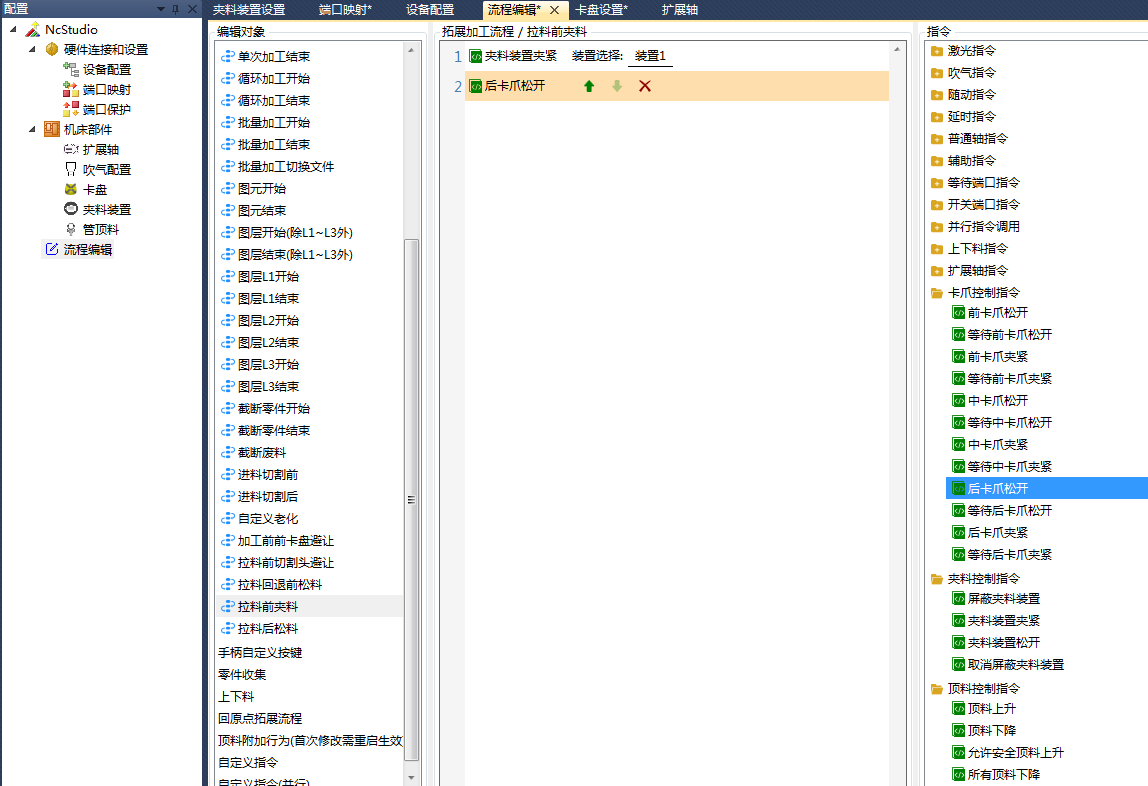
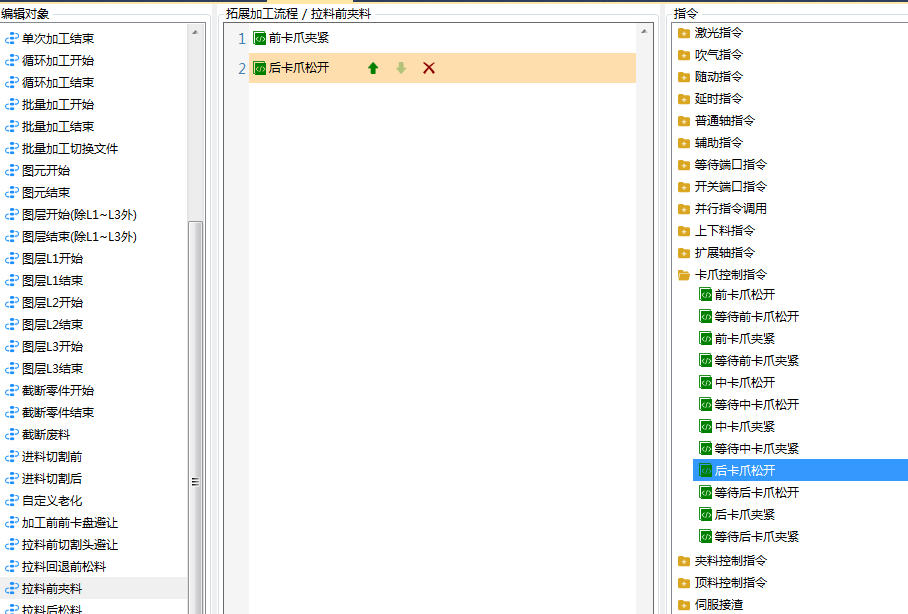
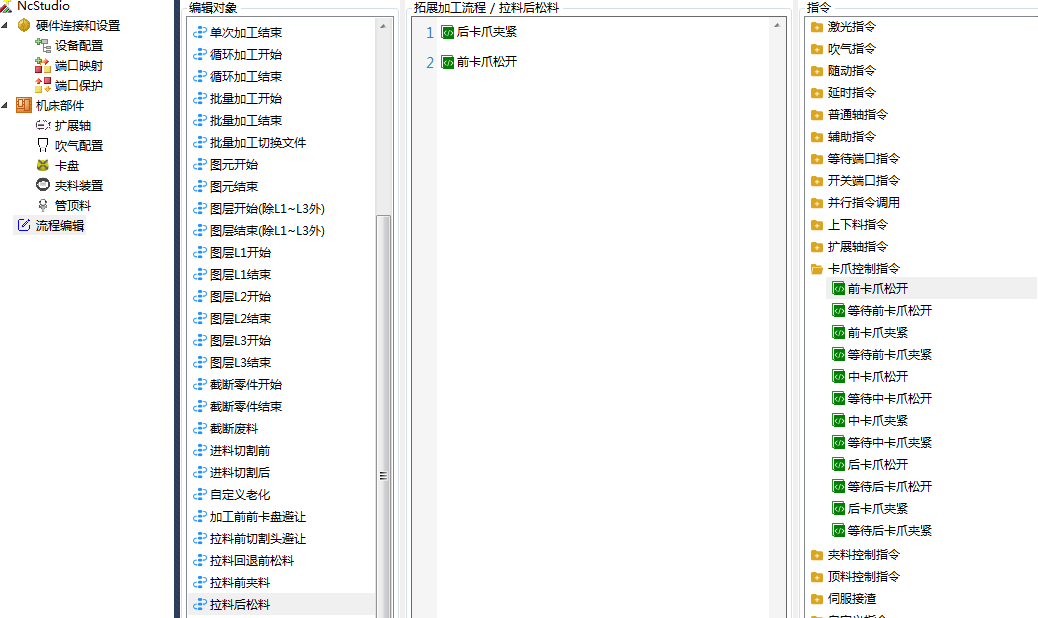
单Y拉料(卡盘类型)
找到卡盘参数,配置前后卡爪参数:
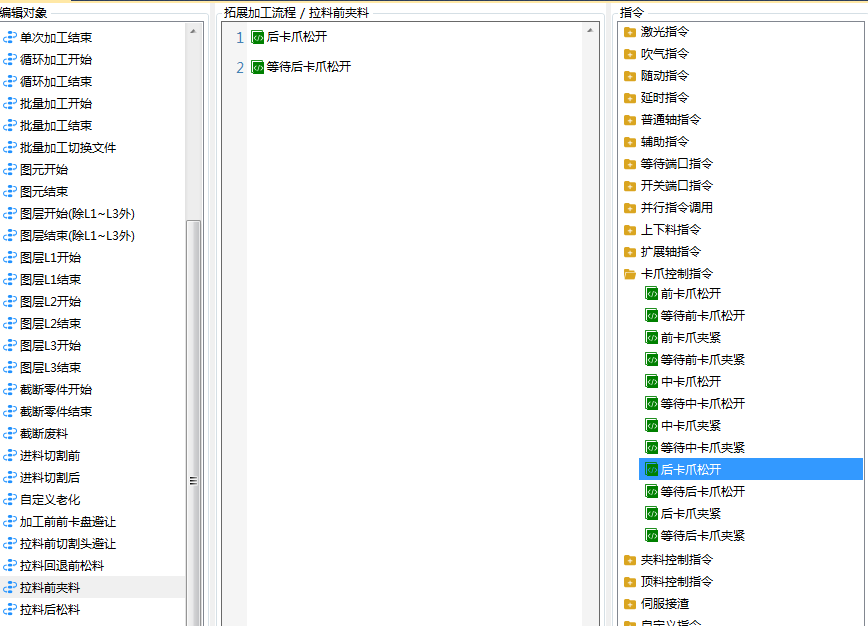
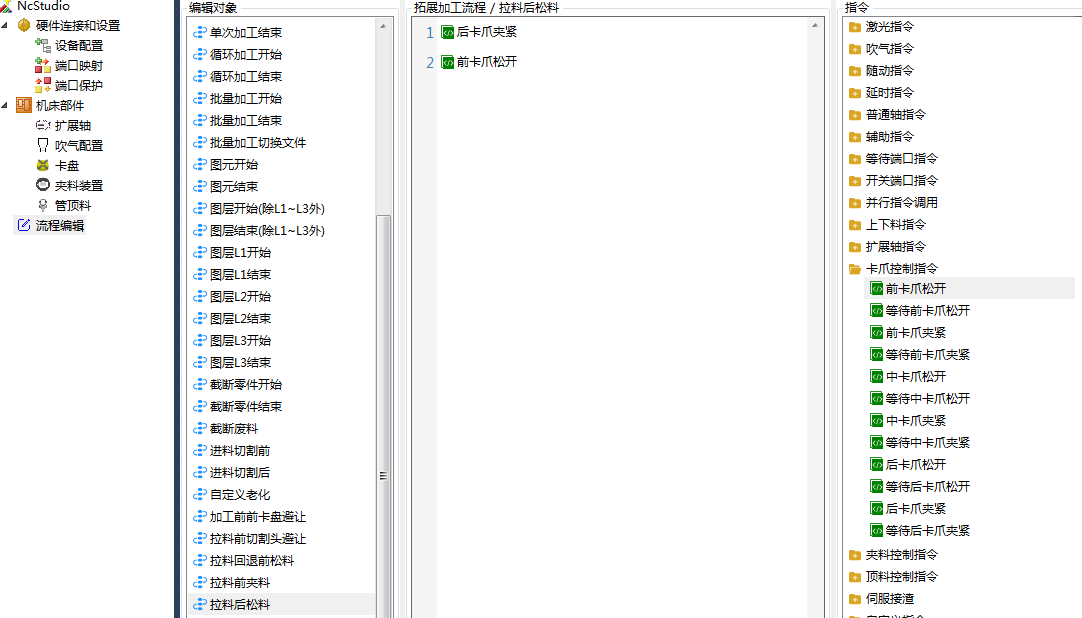
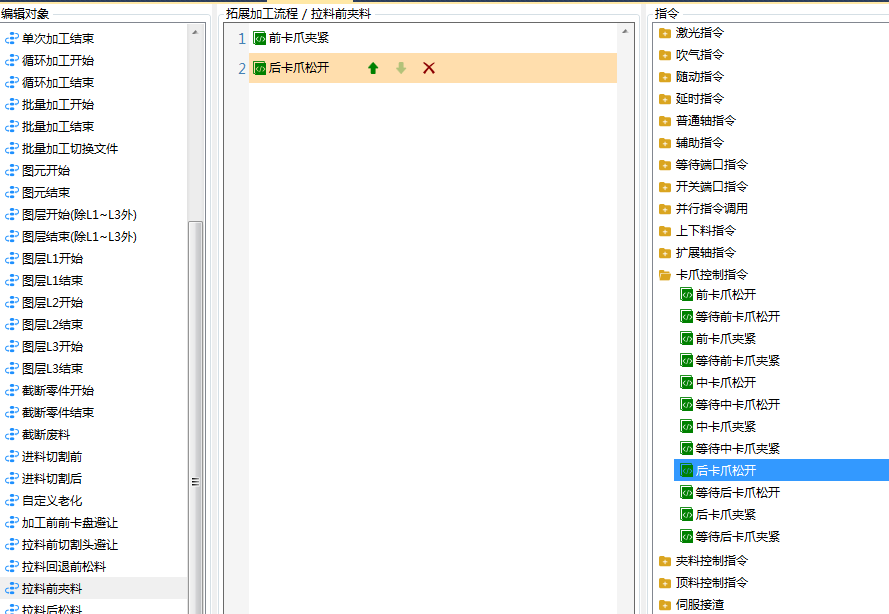
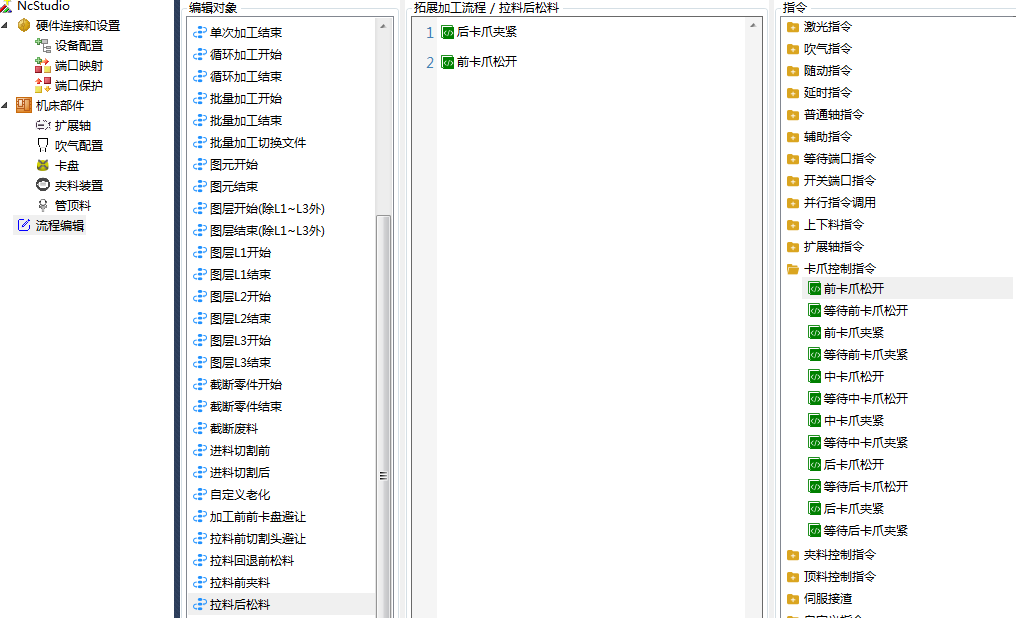
在流程编辑中配置相关动作:
以下只为基本配置,如果有其他动作需要配置,可自由在流程编辑中配置。
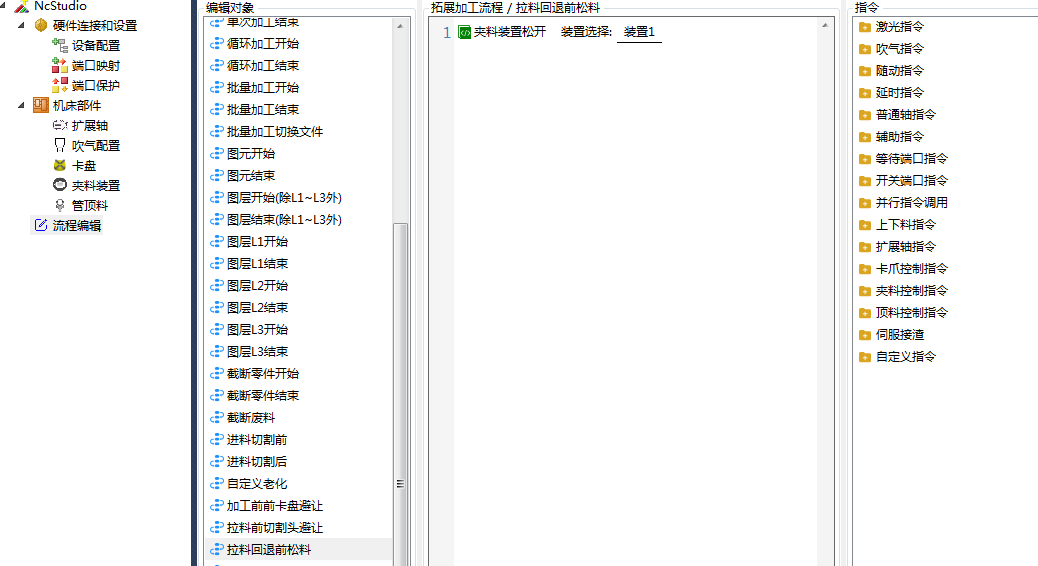
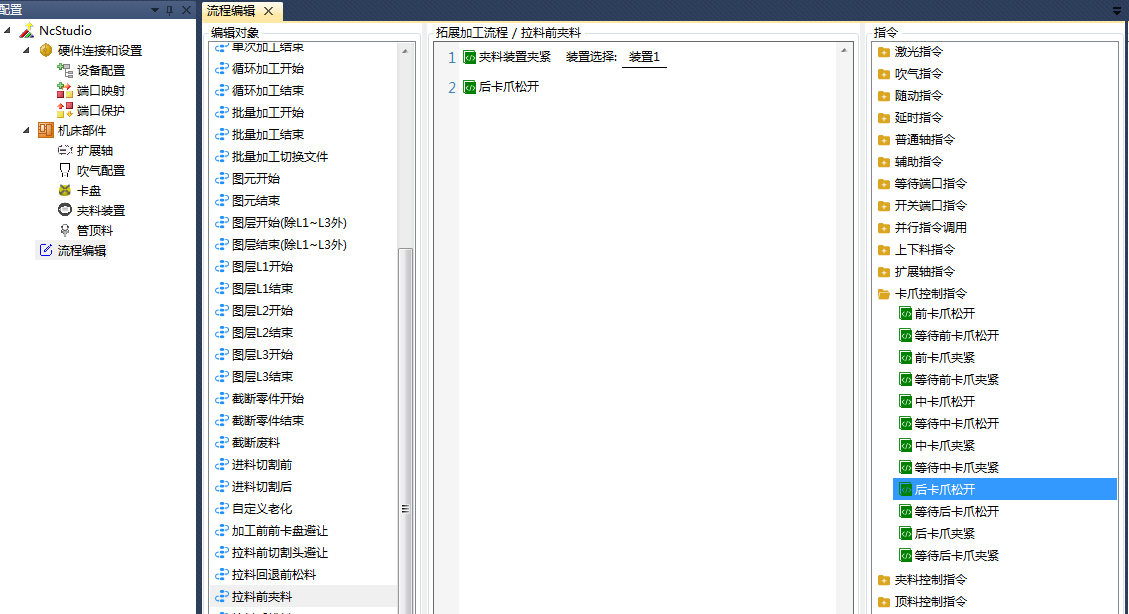
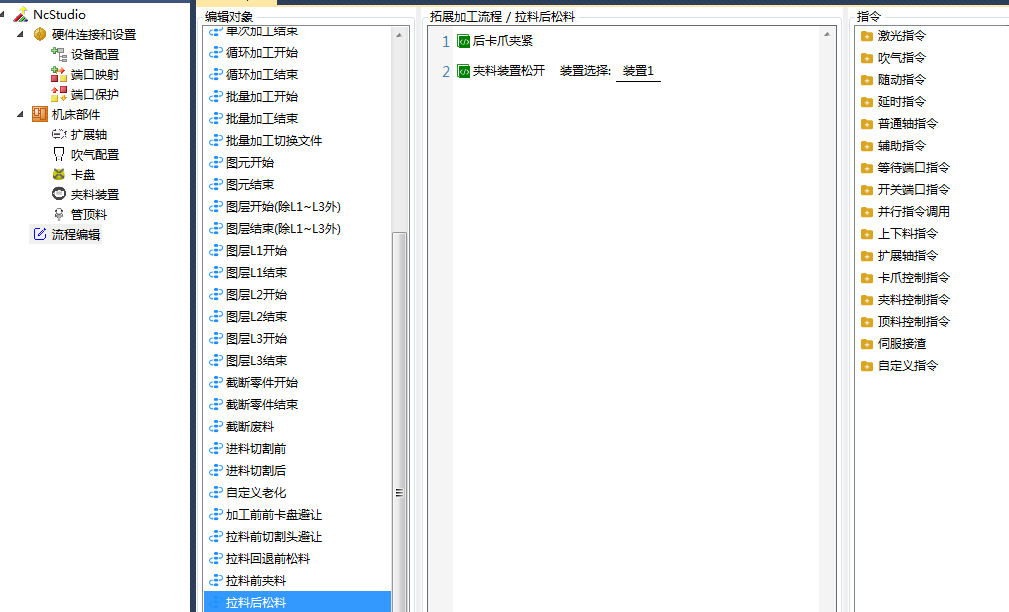
单Y拉料(夹料装置型)
找到夹料装置参数,配置相关参数,操作参见单Y推料(夹料装置型)的步骤1。
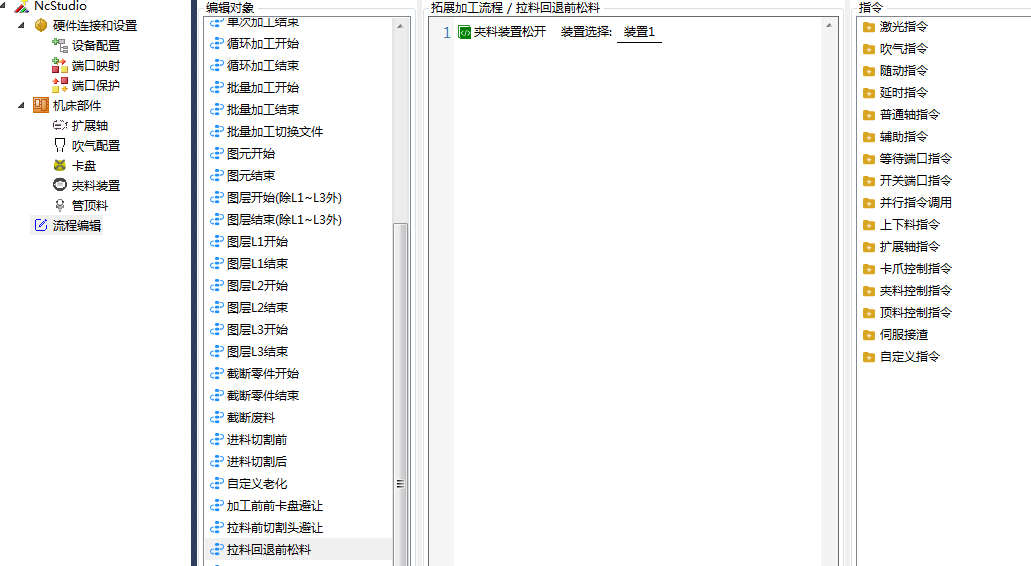
在流程编辑中配置相关动作:
以下只为基本配置,如果有其他动作需要配置,可自由在流程编辑中配置。
双Y拉料(卡盘类型)
找到卡盘参数,配置前后卡爪参数:
配置扩展轴:勾选启用扩展轴,选择主轴。如果有同步轴,则在从轴中继续添加扩展轴。

在流程编辑中配置相关动作:

1:双Y拉料机型,必须加工开始前进行卡盘避让,在编辑对象加工前前卡盘避让中编写。 2:避让位置根据实际情况避让,尽量使用轴绝对运动避让。
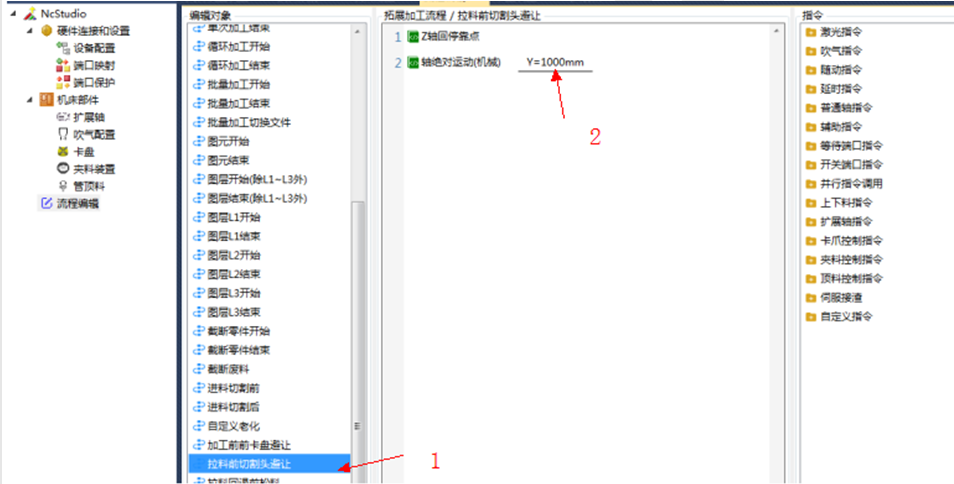
1:双Y拉料机型,必须拉料前进行切割头避让,在编辑对象拉料前切割头避让中编写。 2:这是避让的Y轴坐标值,尽量让切割头避让在Y轴上限位,具体数值根据事情情况编辑。
1:双Y拉料机型,必须拉料回退前前卡盘张开。在编辑对象拉料前切割头避让中编写。 2:如果此时已经有切割零件掉落下来或在前卡中,需要手动将零件拿掉,防止造成干涉,再继续进行拉料。
以上只为基本配置,如果有其他动作需要配置,可自由在流程编辑中配置
双Y拉料(夹料装置型)
配置扩展轴:勾选启用扩展轴,选择主轴。如果有同步轴,则在从轴中继续添加扩展轴。
找到夹料装置参数,配置相关参数,操作参见单Y推料(夹料装置型)的步骤1。
在流程编辑中配置相关动作:
1:双Y拉料机型,必须加工开始前进行卡盘避让,在编辑对象加工前前卡盘避让中编写。 2:避让位置根据实际情况避让,尽量使用轴绝对运动避让。
1:双Y拉料机型,必须拉料前进行切割头避让,在编辑对象拉料前切割头避让中编写。 2:这是避让的Y轴坐标值,尽量让切割头避让在Y轴上限位,具体数值根据事情情况编辑。
1:双Y拉料机型,必须拉料回退前前卡盘张开。在编辑对象拉料前切割头避让中编写。 2:如果此时已经有切割零件掉落下来或在前卡中,需要手动将零件拿掉,防止造成干涉,再继续进行拉料。
以上只为基本配置,如果有其他动作需要配置,可自由在流程编辑中配置
双Y推料(卡盘类型)
找到卡盘参数,配置前后卡爪参数:
配置扩展轴:勾选启用扩展轴,选择主轴。如果有同步轴,则在从轴中继续添加扩展轴。
在流程编辑中配置相关动作:
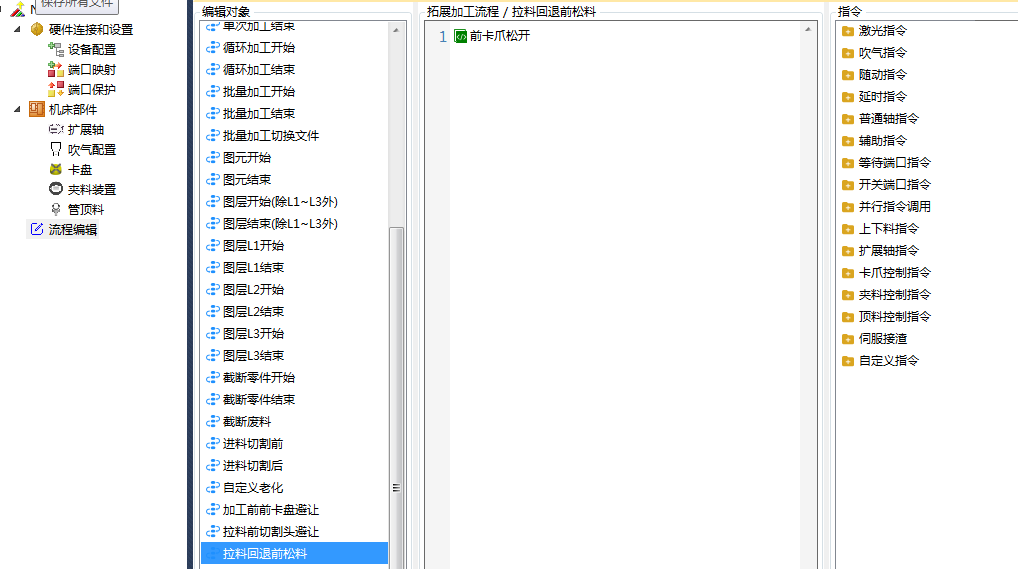
1:双Y拉料机型,必须拉料回退前前卡盘张开。在编辑对象拉料前切割头避让中编写。 2:如果此时已经有切割零件掉落下来或在前卡中,需要手动将零件拿掉,防止造成干涉,再继续进行推料。
以上只为基本配置,如果有其他动作需要配置,可自由在流程编辑中配置
双Y推料(夹料装置型)
配置扩展轴:勾选启用扩展轴,选择主轴。如果有同步轴,则在从轴中继续添加扩展轴。
找到夹料装置参数,配置相关参数,操作参见单Y推料(夹料装置型)的步骤1。
在流程编辑中配置相关动作:
1:双Y拉料机型,必须拉料回退前前卡盘张开。在编辑对象拉料前切割头避让中编写。 2:如果此时已经有切割零件掉落下来或在前卡中,需要手动将零件拿掉,防止造成干涉,再继续进行推料。
以上只为基本配置,如果有其他动作需要配置,可自由在流程编辑中配置
特殊拉料功能使用注意事项
使用夹料装置型进行拉料或推料时,需要在系统参数/高级参数/用户习惯中开启夹料板,将否改成是。否则夹料板一直不工作。

单个图元的加工长度不能超过有效加工区域。
不支持跨图元进行前进后退。
双Y型拉料和推料机型的拉料轴都是扩展轴,而不是Y轴。
后卡推料机型,拉料夹持长度这个参数没有意义,可直接设置为0。
修改记录
| 版本 | 修订人 | 日期 | 描述 |
|---|---|---|---|
| R1.1 | 激光应用组 | 2023.05.18 | 结构重新梳理。 |
| R1 | 激光管切应用组 | 2022.11.2 | 初版建立。 |