图层工艺
概述
图层功能主要用于设置图层工艺,即切割和穿孔等参数,从而保证切割效果。
系统提供 7 种颜色的图层,每一个图层可单独设置不同的图层工艺,默认同一颜色对象的图层工艺相同。
系统提供图层工艺库的管理功能,可新建图层工艺和对已存在的图层工艺进行参数修改、备份、还原和删除操作,还可增加和删除材料的种类。
设置图层工艺
图层参数
在 软件主界面 或 二维编辑 页面的图层栏,点击 ,打开 图层设置 对话框:
,打开 图层设置 对话框:
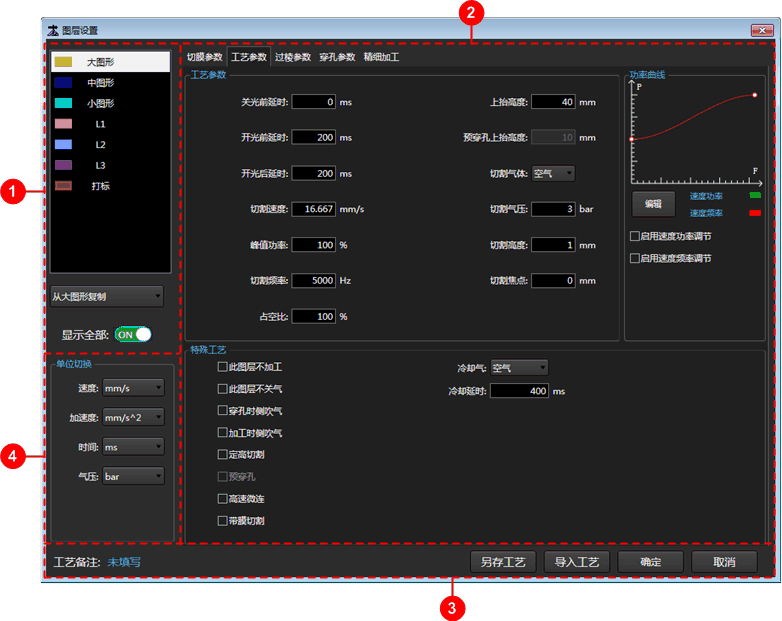
1.图层选择框 2.参数设置页面 3.工艺操作栏 4.单位切换
图层选择框
在图层选择框可进行以下操作:
点击图层:设置目标图层的图层工艺。
点击选中目标图层,在下方“从XX复制”下拉框中选择一个图层,复制并应用该图层参数到目标图层。
说明
进行该操作时,当前刀路里需存在多个图层。
将 显示全部 置于 ON 状态:系统显示所有图层;否则仅显示当前刀路文件中包含的图层。
参数设置页面
点击上方页面切换按钮后,切换至对应的参数设置页面,包括:
工艺操作栏
可进行的操作:工艺另存、工艺导入、保存或取消对当前图层参数的修改 。
单位切换
根据需要在此切换参数的单位。
设置操作
包括指定并设置图层以及设置图层工艺的操作。
操作步骤:
在 软件主界面 或 二维编辑 页面的图层栏,点击
,打开 图层设置 对话框: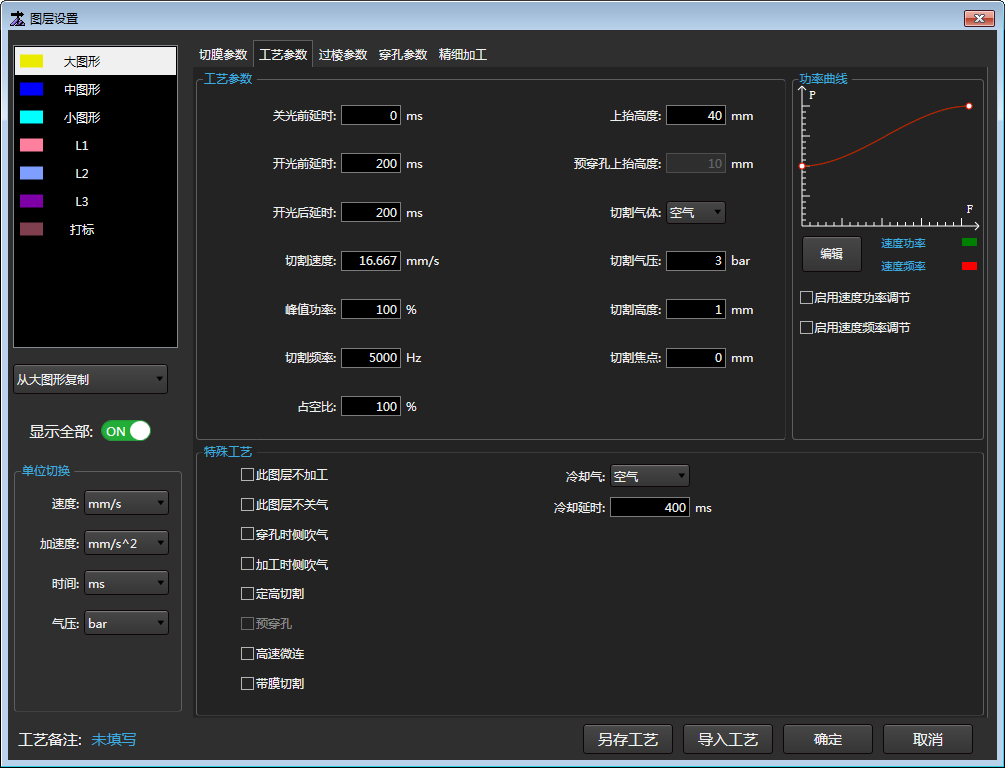
(可选:) 如果需要从工艺库中导入目标工艺文件,则执行导入工艺操作,具体步骤参见导入工艺。
在 图层选择框 点击需要设置的图层。
(可选:) 如果当前设置的图层参数与别的图层类似,则在下方“从XX复制”下拉框中选择一个图层,复制并应用该图层参数到目标图层。
(可选:) 在 单位切换 区,根据需要切换参数的单位。
在 参数设置页面 区,设置工艺参数,具体设置步骤及参数说明参见如下:
设置完参数后,根据需要重复步骤3 ~ 步骤6,设置下一个图层参数。
点击 确定,关闭 图层设置 对话框,完成图层工艺设置。
相关任务:
设置切膜参数
用于选择切膜方式,切除管材表面的保护膜。
操作步骤:
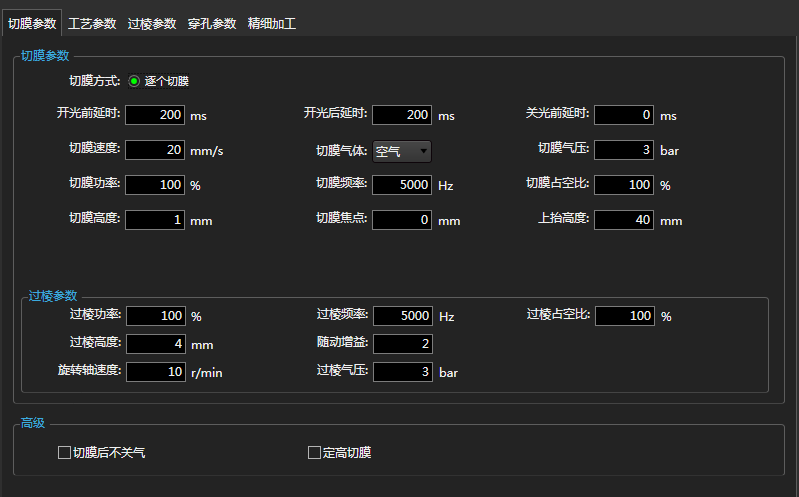
在 图层设置 对话框,点击 切膜参数,切换至 切膜参数 页面:
设置参数,参数说明如下:
切膜参数区的参数说明:
参数 说明 切模方式(逐个切膜) 单个图形先切膜,切膜之后加工该图形。 开光前延时 开启激光前延时。
可以设置为负数达到提前关闭激光,来解决薄管终点过烧问题。开光后延时 开启激光后持续设定时间后,再执行下一步骤。 关光前延时 关闭激光前延时。 切膜速度 实际切膜的目标速度。 切膜气体 切膜时所用的辅助气体的类型。 切膜气压 切膜时辅助气体的气压,需与比例阀配合使用。 切模功率 切膜时的峰值功率。 切膜频率 切膜时 PWM 调制信号的载波频率,也是一秒内的出光次数,该值越大代表出光越连续。 切膜占空比 通过 PWM 调节激光器,设置切膜时的占空比。 切膜高度 切膜时喷嘴距离管材的高度。 切膜焦点 启用焦点控制后生效。切膜时焦点的位置。 上抬高度 切换切膜时,激光头上抬的高度。 过棱参数区的参数说明:
参数 说明 过棱功率 过棱切割时的峰值功率。 过棱频率 过棱切割时 PWM 调制信号的载波频率,即一秒内的出光次数。 过棱占空比 过棱切割时的占空比。 过棱高度 过棱切割时喷嘴距离管材的高度。 随动增益 过棱切割时跟随浮头动态灵敏程度。 旋转轴速度 过棱切割时使用的旋转轴速度(过棱时单独控制旋转轴速度,其他场景下的旋转轴速度根据切割速度与其他轴一起进行速度规划)。 过棱气压 过棱切割时辅助气体的气压,需与比例阀或者多气阀配合使用。 高级区的参数说明:
参数 说明 切膜后不关气 切膜过程和切膜转切割过程中气体的输出端口始终保持开启。 定高切膜 维持在常用参数中参数 定高位置 进行切膜。 (可选:) 若需一直维持在固定的Z轴坐标进行切膜,勾选 定高切膜。
(可选:) 若需切膜过程和切膜转切割过程中气体的输出端口始终保持开启,勾选 切膜后不关气。
设置工艺参数
用于设置工艺参数、特殊工艺参数以及编辑功率曲线。
通过编辑功率曲线可解决激光切割中尖角过烧、厚度不同切割效果不一致等问题。实现调节切割功率,使之跟随切割速度变化而变化,以保证单位面积内吸收的热功率一致,达到理想切割效果。
操作步骤:
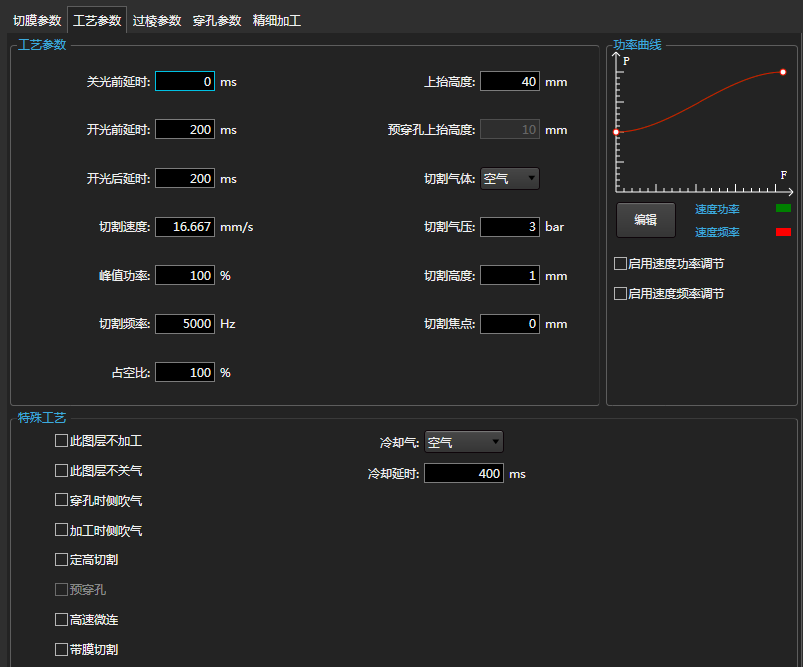
在 图层设置 对话框,点击 工艺参数,切换至 工艺参数 页面:
设置 工艺参数 和 特殊工艺 区域参数,参数说明如下:
工艺参数区的参数说明:
参数 说明 关光前延时 关闭激光前延时。 开光前延时 开启激光前延时。 开光后延时 开启激光后持续设定时间后,再执行下一步骤。 切割速度 实际切割的目标速度。 峰值功率 通过模拟量调节激光器,设置切割时的激光强度。 切割频率 切割时 PWM 调制信号的载波频率,也是一秒内的出光次数,该值越大代表出光越连续。 占空比 通过 PWM 调节激光器,设置切割时的占空比。 上抬高度 切换切割图形时,激光头上抬的高度。 预穿孔上抬高度 预穿孔过程中,每穿完一个孔,切割头上抬的高度。若刀路总穿孔数为 1,则该参数不生效。 切割气体 切割时所用的辅助气体的类型。 切割气压 切割时辅助气体的气压,需与比例阀配合使用。 切割高度 切割时喷嘴距离管材的高度。 切割焦点 启用焦点控制后生效。切割时焦点的位置。 特殊工艺区的参数说明:
参数 说明 此图层不加工 不加工当前图层下的所有图形。 此图层不关气 加工本图层内图形期间不关吹气端口。 穿孔时侧吹气 在穿孔时,打开侧吹气端口。 加工时侧吹气 在切割加工时,打开侧吹气端口。 定高切割 是否启用定高切割。即切割时,是否一直维持在固定的Z轴坐标进行切割。 预穿孔 当前图层下的所有加工对象启用预穿孔功能,使所有刀路在实际加工前提前穿孔。 高速微连 在微连处不开激光,切割头不减速继续运动。 带膜切割 切割表层贴膜的金属材料时启用。 冷却气 吹气冷却时所用的气体。 冷却延时 加工到冷却点时,进行吹气冷却的时间。 在功率曲线区,根据需要勾选 启用速度功率调节 和 启用速度频率调节 ,参数说明如下:
参数 说明 启用速度功率调节 切割时使切割功率随着切割速度变化而变化,具体数值由速度功率曲线决定。 启用速度频率调节 切割时使切割频率随着切割速度变化而变化,具体数值由速度频率曲线决定。 以 启用速度功率调节 为例, 点击 编辑,打开 速度功率曲线 对话框:
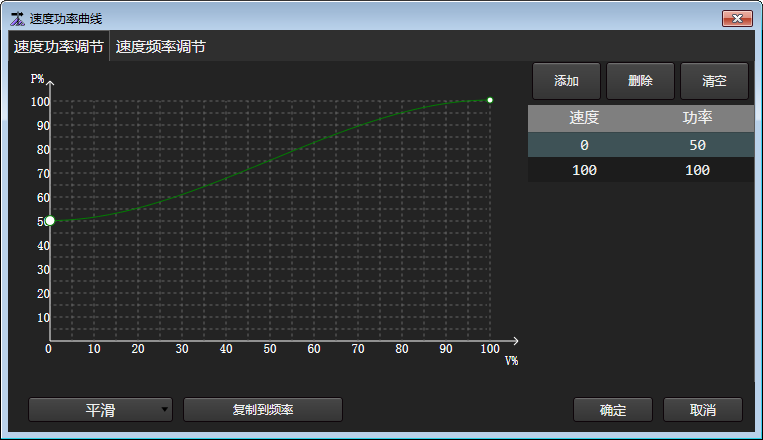
选择以下方式,编辑功率曲线:
在曲线框编辑:
双击目标位置,添加曲线节点。
添加的节点越多,曲线越精确。
双击已添加的节点位置,删除该节点。
随节点的增加或删除,右侧列表将同步添加或删除对应的速度功率值。
在右侧列表编辑:
点击 添加 ,列表自动添加一组速度功率值,双击修改数值后,点击空白区域。
说明
速度功率曲线为递增式曲线,添加的值需依次递增且 0 和 100 无法修改。
选中某组速度功率值,点击 删除 删除该组值。
左侧曲线框将同步添加或删除对应的节点。
若需将曲线还原成默认曲线,点击 清空。
加工过程中系统将按照此曲线自动调节速度和功率/频率匹配关系,无需其他手动操作。
设置过棱参数
用于设置峰值功率、过棱气压 等过棱参数。
操作步骤:
在 图层设置 对话框,点击 过棱参数,切换至 过棱参数 页面:
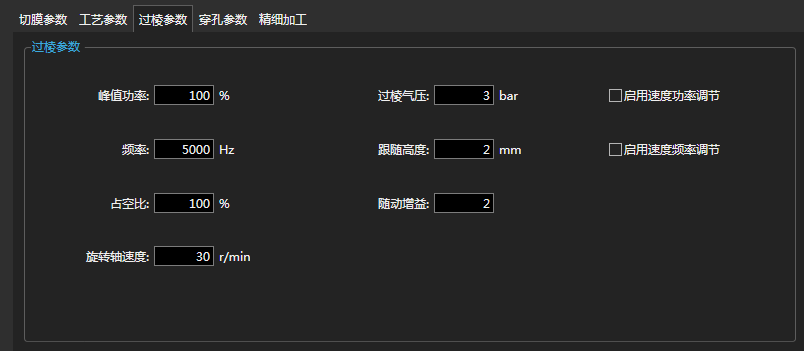
设置参数,参数说明如下:
参数 说明 峰值功率 通过模拟量调节激光器,设置过棱切割时的峰值电流,对应过棱切割时的峰值功率。 过棱气压 过棱切割时辅助气体的气压,需与比例阀或者多气阀配合使用。 频率 过棱切割时 PWM 调制信号的载波频率,即一秒内的出光次数。 跟随高度 过棱切割时喷嘴距离管材的高度。 占空比 过棱切割时的占空比。 灵敏等级 过棱切割时跟随浮头动态灵敏程度。 旋转轴速度 过棱切割时使用的旋转轴速度(过棱时单独控制旋转轴速度,其他场景下的旋转轴速度根据切割速度与其他轴一起进行速度规划)。 根据需要勾选 启用速度功率调节 和 启用速度频率调节 ,参数说明如下:
参数 说明 启用速度功率调节 切割时使切割功率随着切割速度变化而变化,具体数值由速度功率曲线决定。 启用速度频率调节 切割时使切割频率随着切割速度变化而变化,具体数值由速度频率曲线决定。
设置穿孔参数
用于选择穿孔方式,并设置穿孔参数。
操作步骤:
在 图层设置 对话框,点击 穿孔参数,切换至 穿孔参数 页面:
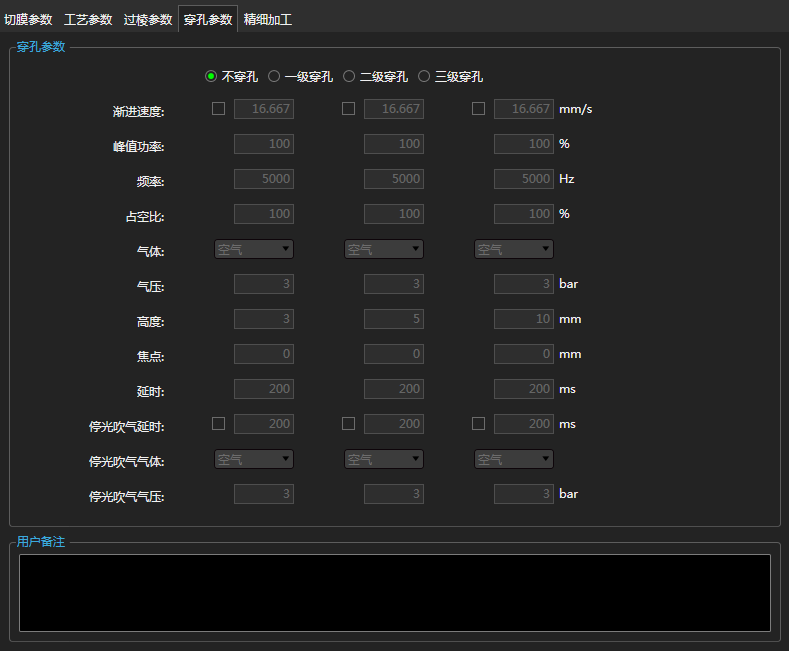
选择穿孔方式,穿孔方式说明如下:
不穿孔
系统自动执行以下加工动作:
开启随动阀及吹气阀。
控制切割头空移下降至 切割高度 后,等待 常用参数 中设置的 吹气延时 时间。
开启激光阀,开始切割加工。
一级穿孔 / 二级穿孔
系统自动执行以下加工动作:
开启随动阀及吹气阀。
控制切割头空移下降至 穿孔高度 后,等待 吹气延时 时间。
开启激光阀,开始穿孔,持续时间为 穿孔延时。
根据穿孔方式,执行以下操作:
渐进穿孔:不关闭激光阀,以 渐进速度 下到 切割高度,开始切割加工。
分段穿孔:关闭激光阀,控制切割头空移下降至 切割高度 后,开启激光阀,开始切割加工。
三级穿孔
系统自动执行以下加工动作:
执行三级穿孔。
执行二级穿孔。
执行一级穿孔。
设置穿孔相关的参数,参数说明如下。
参数 说明 渐进速度 设置使用渐进穿孔时从穿孔高度下降到切割高度的速度。 峰值功率 通过模拟量调节激光器,设置穿孔时的激光强度。 频率 穿孔时 PWM 调制信号的载波频率,穿孔时一般采用较低的频率,用脉冲穿孔来避免爆孔。 占空比 通过 PWM 调节激光器,设置穿孔时的占空比。 气体 穿孔时所用的辅助气体。 气压 穿孔时的辅助气体的气压,需与比例阀配合使用。 高度 穿孔位距管材的高度。 焦点 启用焦点控制后生效。穿孔时焦点的位置。 延时 渐进穿孔和分段穿孔时在穿孔高度开激光的时间。 停光吹气延时 关闭激光后再执行吹气的间隔时间。 停光吹气气体 空气、氮气、氧气。 停光吹气气压 吹气时的气压值。 (可选:) 若勾选 渐进速度 方框,使用渐进穿孔时切割头将以该速度从穿孔高度下降到切割高度。若不勾选,则切割头跟随至 切割高度。
(可选:) 若勾选停光吹气延时方框,则可设置 停光吹气延时、停光吹气气体 和 停光吹气气压。若不勾选,则对应级的穿孔结束后不停光吹气。
设置精细加工
用于设置起刀和收刀工艺,选择是否启用起刀和收刀工艺。
操作步骤:
在 图层设置 对话框,点击 精细加工,切换至 精细加工 页面:

根据需要勾选 启用起刀工艺、启用收刀工艺,并设置参数,参数说明如下。
参数 说明 启用起刀工艺 切割起点开始的一小段距离时使用的速度、频率、占空比、功率、气压。
若不启用精细调节,效果等同于原来的慢速起步。启用收刀工艺 切割结束前的一小段距离使用的速度、频率、占空比、功率、气压。
若不启用精细调节,效果等同于原来的速度。
应用图层工艺
绘制零件时,默认使用大图形的图层工艺,本节介绍如何应用图层工艺。
操作步骤:
选中图形或零件。
在 图层栏,点击图层的颜色,即可把选中的对象设置成该图层的工艺。
导入工艺
从工艺库中导入目标工艺文件,即将图层工艺参数信息快速应用至系统中。
操作步骤:
在 图层设置 对话框,点击 导入工艺,打开 导入工艺 对话框:

点击需要导入的工艺且变成高亮,点击 确定,弹出确认提示框,点击 确定。
另存工艺
将当前的工艺另存至工艺库中。
操作步骤:
在 图层设置 对话框,点击 另存工艺,打开 工艺信息 对话框:
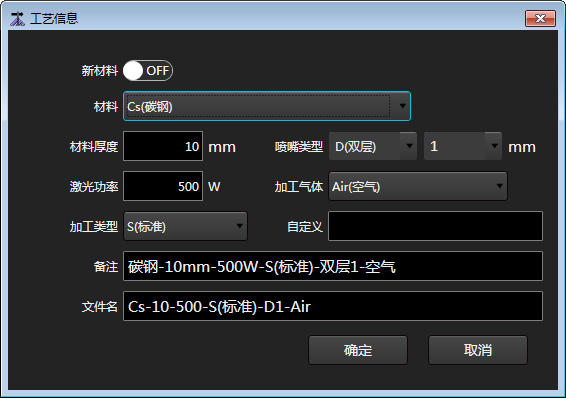
设置工艺信息参数,参数说明如下:
参数 说明 新材料 新材料按钮。
▪ 按钮置OFF状态时,不启用新建材料功能。
▪ 按钮置ON状态时,启用新建材料功能。材料 管材的材质。根据新材料按钮状态的不同,执行不同操作。
▪ 按钮置OFF状态时,在 材料 下拉框中选择已有的材质。
▪ 按钮置ON状态时,需新建材料,参数 材料 变成 ,填写材质名称与简写。
,填写材质名称与简写。材料厚度 可手动设置管材的厚度,单位为毫米(mm)。 喷嘴 选择喷嘴类型,如果没有合适的类型,可在 喷嘴信息管理 中添加后,再选择。如何添加喷嘴参见喷嘴信息管理。 激光功率 可手动设置激光切割的功率,单位为瓦(W)。 加工气体 可选择切割气体空气 Air、氮气N2、氧气 O2。 加工类型 可选择类型普通、高速、高质。 自定义 可手动添加其他信息。 备注 根据工艺信息的参数自动生成备注信息。
命名规则:材料名称-材料厚度-激光器功率-加工类型-喷嘴类型(类型+直径)-气体类型。
命名为中文带单位。文件名 根据工艺信息的参数自动生成文件名。
命名规则:材料缩写-材料厚度-激光器功率-加工类型-喷嘴类型(类型+直径)-气体类型-自定义。
命名为英文或简写不带单位。点击 确定,完成另存至工艺库。