补偿丝杠误差
当机床本身存在误差,无法达到预期的精度时,补偿丝杠误差以提高加工精度。
丝杠误差包括:
螺距误差:由于丝杠生产工艺上的缺陷和长期使用导致的磨损等种种原因造成的螺距误差。
反向间隙误差:在机床进给传动链各环节中存在的间隙误差,当机床工作台在其运动方向上换向时,由于反向间隙会导致电机空转而工作台无实际移动。
补偿前,请在软件中设置系统参数 丝杠补偿方式 和 W轴丝杠补偿方式 为:
反向间隙补偿
请在软件中设置以下系统参数:
- 反向间隙X
- 反向间隙Y
- 反向间隙W
综合补偿
请参考以下步骤进行设置:
点击 系统 → 丝杠误差补偿 ,打开 丝杠误差补偿 对话框:
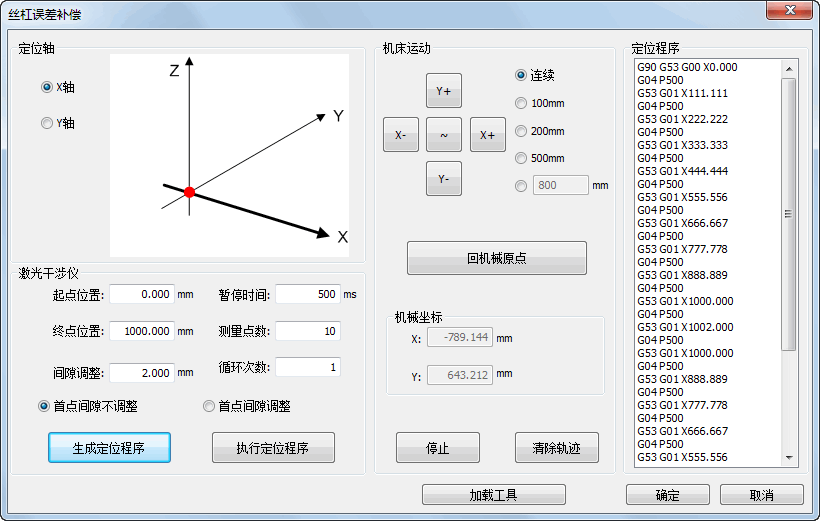
利用激光干涉仪记录得到机床的实际测量数据,步骤如下:
选择 定位轴 后,设置 激光干涉仪 模块内各参数。
点击 生成定位程序 ,生成的定位程序显示在对话框右侧。
点击 执行定位程序 ,机床根据定位程序开始移动,并在测量点记录位置数据。
在激光干涉仪侧将记录的位置数据保存为
rtl或lin格式文件。
点击 加载工具 ,打开丝杠误差补偿工具。
通过以下方式载入测量数据,并得到补偿数据:
点击 文件 → 导入文件 ,打开
rtl或lin格式的数据文件。点击表格,直接输入以下数据:
- 位置 :没有补偿时系统发脉冲想要走到的理论位置。
- 正向实测值 :没有补偿时系统发脉冲正向走,实际走到的位置。
- 反向实测值 :没有补偿时系统发脉冲反向走,实际走到的位置。
根据上述输入数据,系统自动计算得到 正向误差 、 反向误差 及 反向间隙 。
丝杠误差补偿工具根据输入数据生成曲线如下:
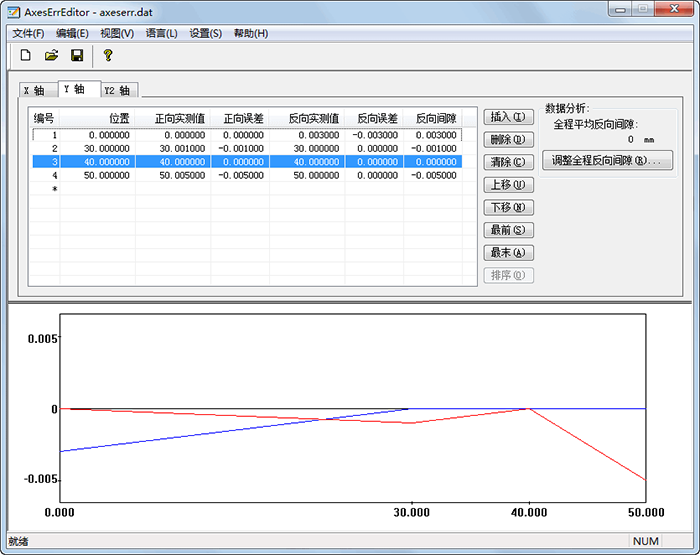
其中,中间灰色线条代表误差为0时的基准线;红色线条代表 正向误差;蓝色线条代表 反向误差 。
可选: 点击
 ,自动保存补偿数据到对应的配置文件中。
,自动保存补偿数据到对应的配置文件中。配置文件名称为:
axeserr.dat,路径为:C:\Program Files\Weihong\NcEditor\config下的Data文件夹。重启软件,补偿生效。
系统在加工时将按照补偿数据自动进行补偿。