伺服托辊轴调试
术语:
- 托辊机构:管切机上,对管材起支撑作用的机械结构。
- 伺服托辊:使用伺服电机动态调节托辊机构最高点位置的托辊机构。
- 床身托辊:托辊机构在送料侧。
- 落料托辊:托辊机构在落料侧。
伺服托辊的作用:
加工长、薄管材,卡盘旋转时,管材会发生下垂变形、甩动,影响加工安全和加工精度。伺服托辊机构能较好解决次问题。其原理是,在卡盘旋转过程中或卡盘静止状态,托辊机构的最高点始终刚好与管材最低点接触。
本节以床身托辊为例,介绍伺服托辊的调试方法及步骤。
操作前提:
- 已完成卡盘调试。
- 送料轴、伺服托辊轴调试完成,能正常运动。
- 伺服托辊轴已完成回机械原点动作,或已设定基准。
- 顶料气缸能正常工作。
操作步骤:
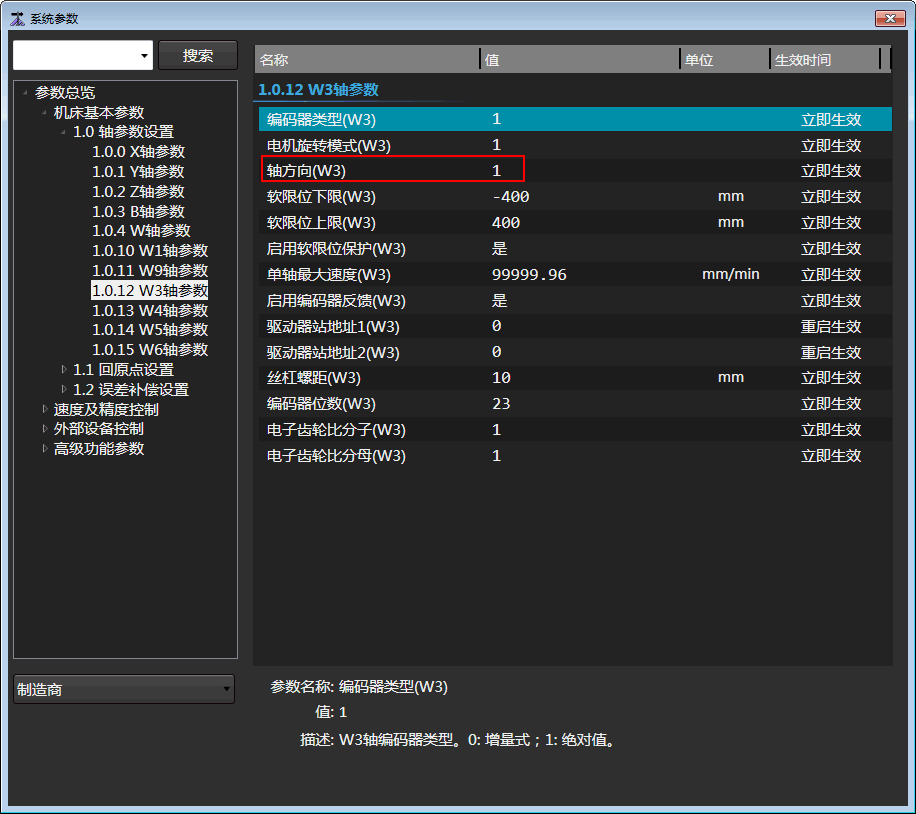
调整 伺服托辊轴 运动方向,保证 伺服托辊轴 往正方向运动时, 托辊最高点 升高,反之降低。
- 在菜单栏,点击 设置 →
 ,打开 系统参数 对话框。
,打开 系统参数 对话框。 - 在节点树上,点击 参数总览 → 机床基本参数 → 1.0 轴参数设置节点。
- 在菜单栏,点击 设置 →
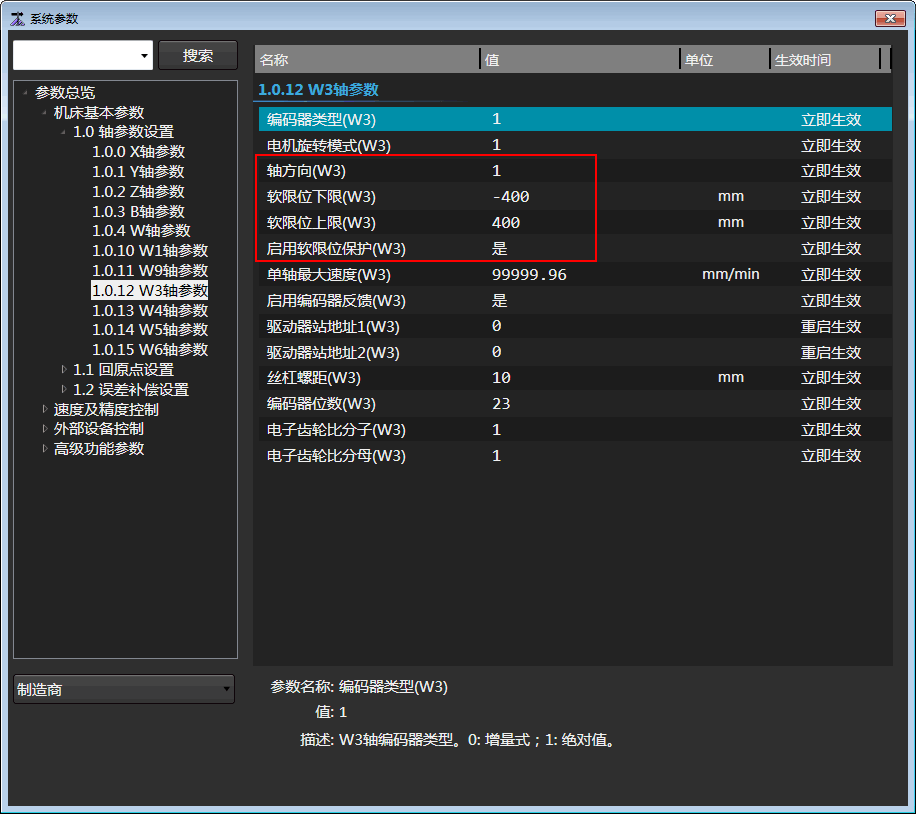
设置 伺服托辊轴 正负软限位,确保 伺服托辊轴 运动时,托辊最高点 位置会发生变化。
此步骤的目的,是为了确保在 顶料气缸 支起的情况下,托辊最高点 位置完全由 伺服托辊轴 调节。
- 在 系统参数 对话框的节点树上,点击 参数总览 → 机床基本参数 → 1.0 轴参数设置节点。
- 在 1.0 轴参数设置 参数栏,调整 伺服托辊轴 正负软限位,并启用软限位保护。
在 伺服托辊轴 按 5mm 步长运动时,记录若干组 托辊最高点 高度值。
在菜单栏,点击 维护 →
 ,打开 伺服托辊轴调试 对话框:
,打开 伺服托辊轴调试 对话框: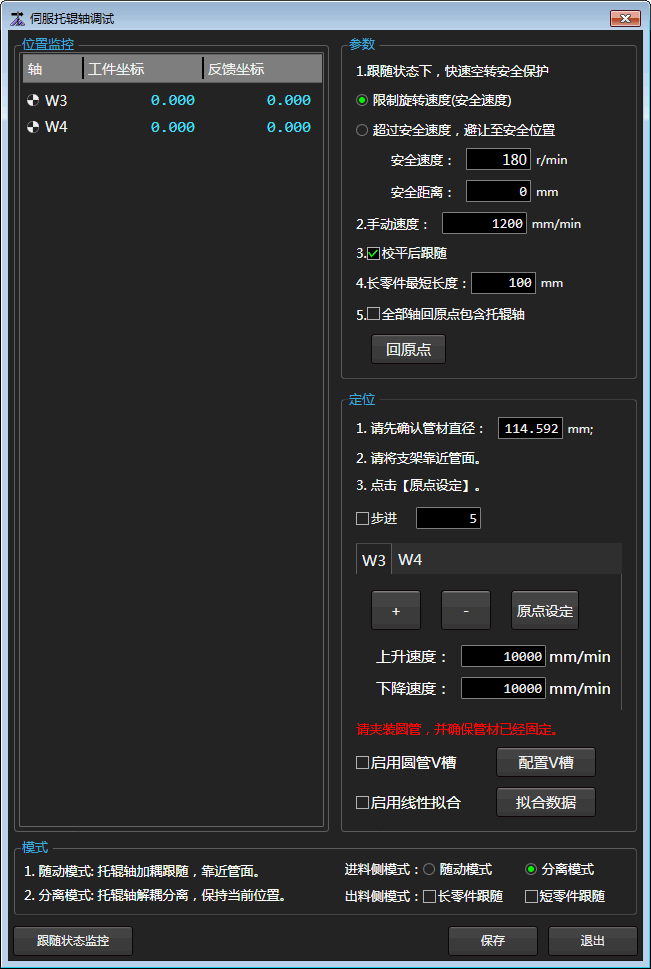
在 定位 区,点击 + 按钮,使 W 轴(伺服托辊轴)运动到其软限位上限附近,此时 托辊最高点 在最高位置。
记录 托辊最高点 在最高位置值。
勾选 步进,切换到步进模式,将步长设置为 5。
点击 - 按钮,并记录相应的 托辊最高点,直到 W 轴(伺服托辊轴)运动到其软限位下限附近。
示例:下表为某客户调试数据。
W3轴步长 托辊最高点 托辊最高点变化 5 172.5 - 5 169.1 3.4 5 164.8 4.3 5 160.7 4.1 5 156.4 4.3 5 164.8 4.3 5 160.7 4.1 5 156.4 4.3 5 152.1 4.3 5 147.8 4.3 5 143.6 4.2 计算托辊最高点变化平均值。
以上表为例,在 W3 轴(伺服托辊轴)步长为 5mm 运动情况下,托辊最高点 平均变化为(4.3 + 4.1 + 4.3 + 4.3 + 4.3 + 4.2) / 6 = 4.25。注意,此步骤须丢弃离散的数据记录,比如上表的 3.4 被丢弃。
计算 托辊最高点 变化平均值与 伺服托辊轴 运动步长的比值。
以上表为例: K = 4.25 / 5 = 0.85
根据 托辊最高点 变化平均值与 伺服托辊轴 运动步长的比值,调整 伺服托辊轴 螺距。
新的 伺服托辊轴 螺距 = 原始的 伺服托辊轴 螺距 * K
按照上述计算,丝杆螺距由 10 调整到 8.5。

执行 伺服托辊轴 校准或回原点动作,并重新设定 伺服托辊轴 的软限位上限和软限位下限值。
说明
此步骤是因为调整了 伺服托辊轴 的丝杆螺距。
重复步骤 3(步骤 4、步骤 5、步骤 6、步骤 7 不再执行),验证调整 伺服托辊轴 螺距后,伺服托辊轴 运动 1mm, 托辊最高点 高度是否变化 1mm。
示例:下面是某客户机床在调整 伺服托辊轴 螺距后的数据。
W3轴步长 托辊最高点 托辊最高点变化 5 172.5 - 5 167.8 4.8 5 162.7 5.1 5 160.7 4.1 5 157.4 5 5 152.9 4.8 说明
如果调整 伺服托辊轴 螺距后, 伺服托辊轴 运动 1mm, 托辊最高点 高度变化与 1mm 相差很大,则须要重复步骤 3(同时须执行步骤 4、步骤 5、步骤 6 和步骤 7)。
使用圆管校准。
手工上一根标准圆管。
在菜单栏,点击 常用 →
 → 管材,打开 管材向导 对话框。
→ 管材,打开 管材向导 对话框。选择圆管,打开 设置截面参数 对话框:
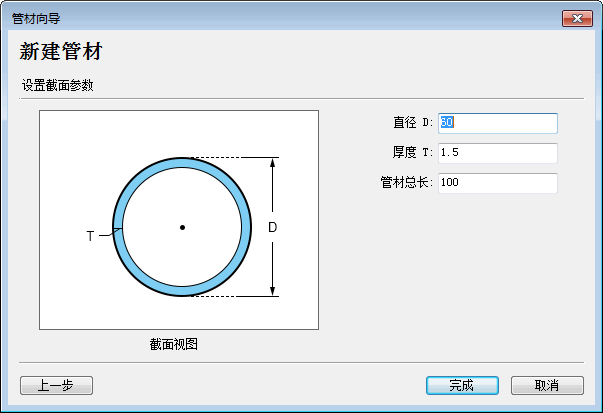
设置管材截面参数,注意直接和厚度要与当前在机床上管材保持一致。
Ctr + s 或点击 保存 按钮,保存加工文件。
在菜单栏,点击 维护 →
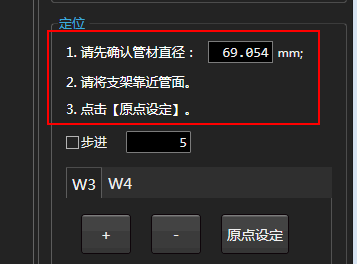
,打开 伺服托辊轴调试 对话框。校准: 在 定位 区, 按照如下红框的说明步骤完成校准。
设置随动模式。在 模式 区,选择 随动模式。
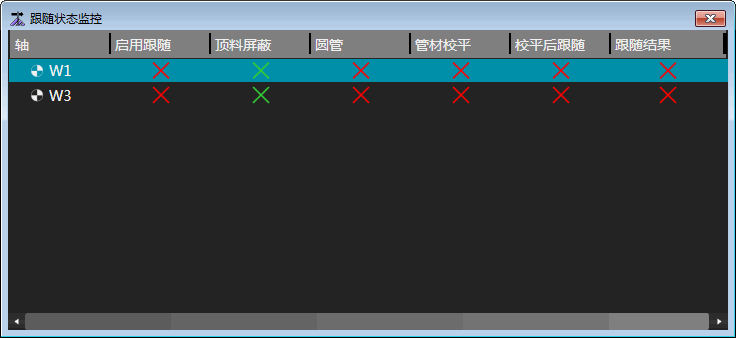
在 伺服托辊轴调试 对话框中,点击左下角的 跟随状态监控 ,在 跟随状态监控 对话框查看当前跟随是否正常生效,已经未生效的具体原因。
点击 保存,调试工作完成。
注意
考虑到管材下垂,校准时,建议靠近卡盘的托辊最高点与管材下表面相距 1~3mm,避免调试结束后,正常加工过程中,托辊把管材压出压痕。