安装
安装须由专业人员参照我司提供的安装尺寸与安装方式完成。
安装前,需做好检查工作。详情请参考安装前检查。
安装包括以下操作:
安装前检查
该操作用于做好安装前的检查工作。
按照以下步骤,做好检查:
打开包装箱,检查机器是否完整、配件是否齐全。
参见《产品配件装箱清单》。
检查切割头铭牌及合格证所标识功率范围是否与激光器功率相匹配。
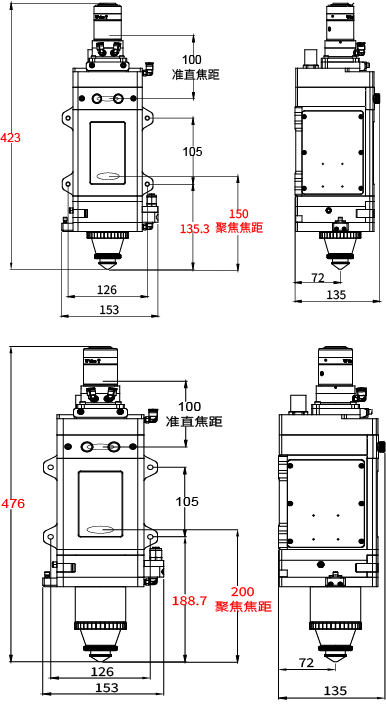
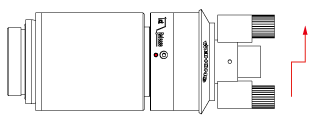
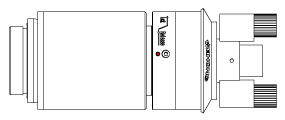
参照如下所示的外形尺寸图,检查是否会与机床其他配件发生干涉,且满足机床的行程设置要求:
安装光纤头
该操作用于锁紧光纤头。
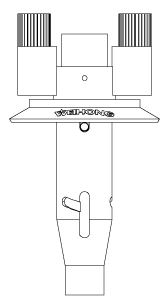
光纤头结构简图如下所示:

安装光纤头前,需清洗光纤头:
清洗和安装光纤头时,需注意以下事项:
- 在清洁无尘的环境中进行。
- 所用工具及手套不得与光纤头面或接口内表面有任何形式的接触。
- 光纤头保护镜片始终洁净无尘。
清洗步骤
清洗光纤头前,需准备以下工具和材料:
- 无尘清洁棒若干
- 无尘布若干
- 无水乙醇(酒精)或丙酮少许
- 无尘手套1双
- 口罩1个
按照以下步骤,清洗光纤头:
清洗双手,双手烘干后戴上无尘手套,并佩戴口罩。
用无尘布蘸取适量酒精后,擦拭光纤帽外壳及光纤头需要握持部分。
将光纤帽摘下,并观察光纤头表面有无灰尘。着重观察光纤帽与光纤头的接合部位:
- 有灰尘:进行下一步。
- 无灰尘:进行安装操作。
可选: 使用无尘清洁棒蘸取酒精后,先擦拭头部,再逐渐将灰尘赶向尾部后,在尾部将其擦拭干净。
注意: 擦拭过程中无尘布或清洁棒不得浸润过多酒精,避免被擦拭表面产生水渍。
待表面水分挥发后,进行安装操作。
注意: 无保护镜片的光纤头,不得擦拭其镜片所在位置。
安装步骤
按照以下步骤,安装光纤头:
将防尘帽以Logo向上的方式套入光纤头:
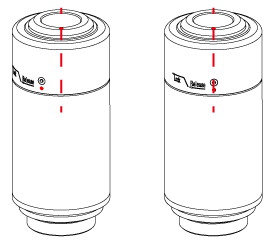
观察QBH连接器的圆柱面标记点与端面标记点是否在同一方向。
若不在同一方向,将其旋转至同一方向:
将切割头与光纤头同时水平放置:

将光纤头的标记点与QBH连接器标记点对齐:
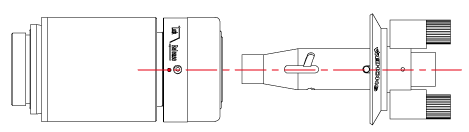
逐渐将光纤头插入QBH连接器内:
按照QBH连接器的标识方向通过两级锁紧的方式锁紧光纤头:
将切割头安装在Z轴上
该操作用于将切割头安装在机床的Z轴上。
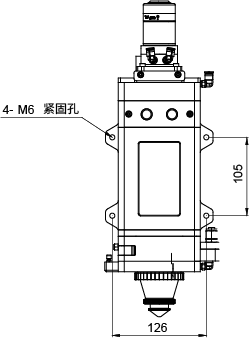
参照如下所示的安装尺寸图,设计机床上的安装螺钉孔大小及位置,将切割头安装在机床Z轴:
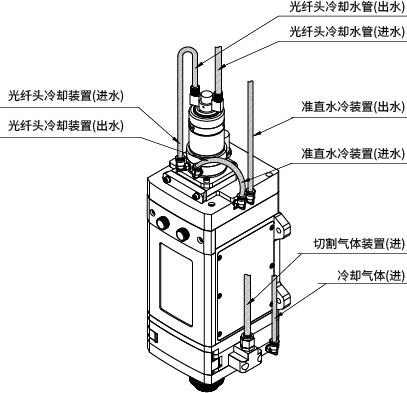
连接冷却水管和气管
该操作用于将各不同模组的冷却水管相互串联好,并将气管可靠地安装在切割头上,避免漏水、漏气等现象。
连接冷却水管
建议冷却水满足以下要求:
- 水管孔径外径:6mm
- 最小流速:1.8L/min(0.48gpm)
- 入口压力:170kPa ~ 520kPa(30psi ~ 60psi)
- 入口温度:≥室温或>结露点
- 硬度(相对于 CaC03):<250mg/L
- PH 范围:6 ~ 8
- 可通过微粒大小:直径<200㎛
注意:我司水冷接口的设计为闭环水冷系统,也可配合外部自由供水使用,但建议满足以上冷却水要求。
按照以下步骤,连接冷却水管:
参照如下示意图,将各不同模组的冷却水管相互串联:
打开冷却水,观察管内水流状况及接缝处有无漏水。
连接气管
连接气管时,需注意气体纯度越高,切割断面质量越好。辅助气体中的杂质如碳氢化合物、水蒸气等会损坏镜片,引起切割功率波动导致工件切面前后不一致。故使用的辅助气体建议满足以下要求:
| 气体 | 纯度 | 水蒸气最大含量 | 碳氢化合物最大含量 |
|---|---|---|---|
| 氧气 | 99.95% | <5ppm | <1ppm |
| 氮气 | 99.99% | <5ppm | <1ppm |
| 氩气 | 99.998% | <5ppm | <1ppm |
| 氦气 | 99.998% | <5ppm | <1ppm |
同时,还需注意以下事项:
建议勿使用压缩空气切割。若需使用空气,则过滤后空气中水蒸气以及碳氢化合物含量应尽量达到上表要求。
杂质可在气体供应管路中被过滤掉。建议使用能去除最小到 0.01 微米微粒的过滤器进行净化。
氧气和水蒸气可通过非金属材质配件渗透进光路系统,导致灰尘和碳氢化合物出现。故建议使用不锈钢材质配件。
工业压力表会吸入空气。若采用橡胶膜片,会由于老化等产生碳氢化合物。故建议使用不锈钢膜片的压力表。
警告: 请勿随意更换气管接头,尤其勿使用生料带密封接头;否则会造成气路堵塞,无法正常切割,损坏激光头部件。
连接气管前,准备好管径(外径)为 10mm 的气管。
按照以下步骤,连接气管:
将气管可靠地安装在切割头上。
在气管接头及喷嘴接缝处喷射肥皂泡沫,使用吹气功能吹出气体,观察结合处有无气泡产生。
注意: 保护镜片未装入保护镜片安装座或保护镜片安装座未插入切割头时,不得使用吹气功能。
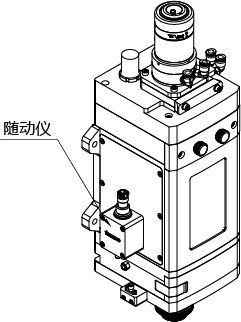
安装随动仪
该操作用于将随动仪安装在切割头上。
参照如下所示的随动仪安装图,安装随动仪:
连接转接板
该操作用于将转接板各个接口连接好。
连接转接板前,请确保已将转接板装于控制柜导轨上。
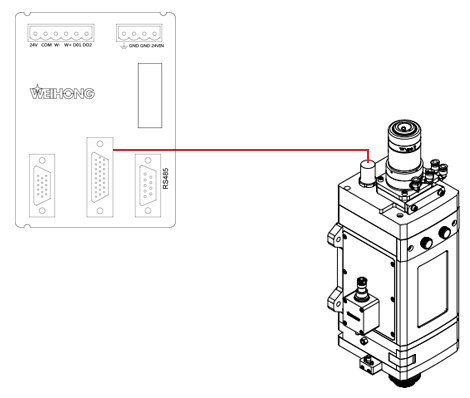
参照如下所示的接线图,连接转接板:
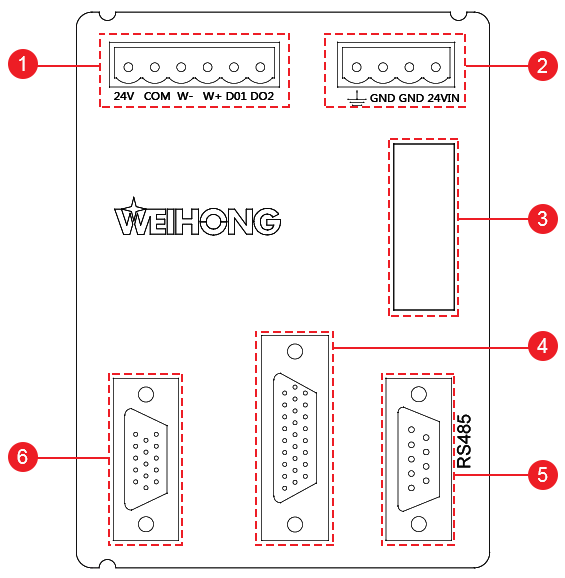
6 Pin 接线端子:通用输出接口。
从左至右分别为:
- 24V: 接口电源。电源24VDC±10%
- COM:接口地。
- W-:负限位
- W+:正限位
- D01:通用输出接口1。
- D02:通用输出接口2。
参照如下所示的接线图,将转接板与CNC控制系统连接:
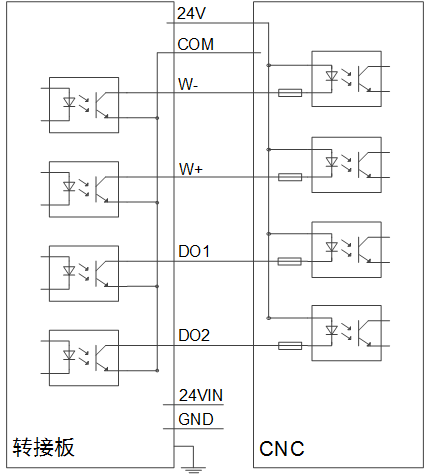
注意: W-、W+、DO1 及 DO2 电流不得超过50mA。
4 Pin 接线端子:电源接口。
从左至右分别为:
- Earth:输入接口。大地
- GND:输入接口。切割头电源地。
- GND:输入接口。切割头电源地。
- 24VIN:输入接口。切割头电源24 VDC ±10%,最大电流3A。
保险丝:保护切割头24V电源。
注意: 如需更换保险丝,请使用相同类型和额定值的保险丝。F1: Littelfuse 0216005.MXP。
DB26连接器:切割头接口。
参照如下所示的接线图,用拖链屏蔽线缆(≤ 20m)将转接板连接至切割头 19芯连接器 接口:
DB9连接器:485接口。与数控系统通信。
DB15连接器:轴接口。
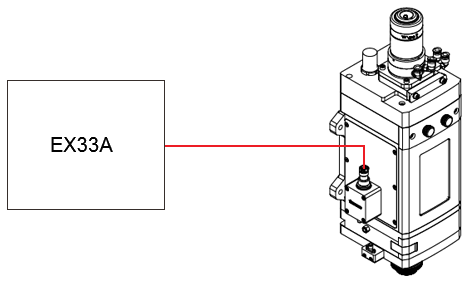
连接EX33A
该操作用于将激光切割头与EX33A扩展端子板连接好。
参照如下所示的接线图,用放大器线缆(≤ 20m)将EX33A连接至切割头 放大器 接口,连接EX33A: