G02/G03:圆弧插补
G02 为顺时针圆弧插补指令,G03 为逆时针圆弧插补指令。
刀具以指定的 F 进给速度移动至 G02/G03 指定的位置。
指令格式
- 半径编程:G02/G03 X/U_ Z/W_ R_ F_
- 圆心编程:G02/G03 X/U_ Z/W_ I_ J_ K_ F_
描述
- X/U:X 向车削终点的绝对坐标(U 为增量值编程指令,指刀具移动的距离)。
- Z/W:Z 向车削终点的绝对坐标(W 为增量值编程指令,指刀具移动的距离)。
- R:圆弧半径。
- I、J、K:圆弧起点至圆心的 X、Y、Z 轴向距离,有正负之分。
- F:进给速度。
说明
G02/G03 方向示意图:
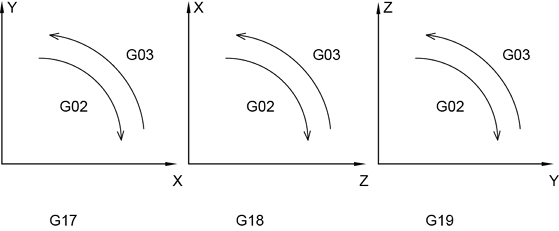
圆弧圆心角 ≤ 180° 时,程序中的 R 用正值表示;圆弧圆心角 > 180° 时,程序中的 R 用负值表示。
执行 G02/G03 后,系统当前刀具移动方式为 G02/G03。
G02/G03 后需指定终点的绝对坐标/移动距离,否则刀具不移动。
G02/G03 的最大进给速度小于等于参数 711~716 轴最大切削速度,也受参数681~683轴最大速度控制。
G98 的预设速度为 1mm/min(inch/min),可以通过参数 731(切削速度) 去更改默认设置;G99 模式下的预设速度为 1mm/rev(inch/rev)。。
IJK圆弧起点到圆心的向量编程不受直半径编程模式的影响,以半径表示。
范例
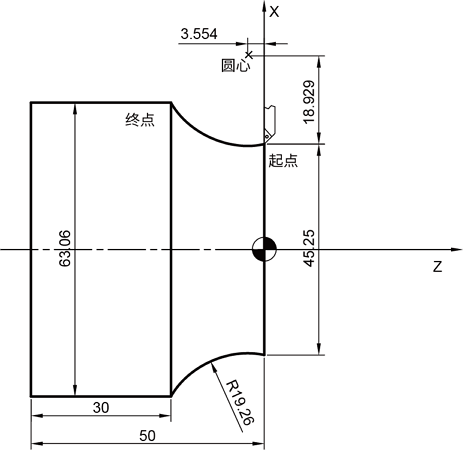
绝对值方式
G00 X45.25 Z0. //快速定位至起点 G02 X63.06 Z-20. R19.26 F300 //执行顺时针圆弧插补,从起点进刀至终点,切削半径为 19.26 的圆弧 或 G00 X45.25 Z0. //快速定位至起点 G02 X63.06 Z-20. I18.929 K-3.554 F300 //执行顺时针圆弧插补,从起点进刀至终点,圆弧起点 X 正向至圆心距离为 18.929,Z 负向至圆心距离为3.554增量值方式
G00 X45.25 Z0. //快速定位至起点 G02 U17.81 W-20.0 R19.26 F300 //执行顺时针圆弧插补,X 正向和 Z 负向移动距离分别为 17.8 和 20,切削半径为 19.26 的圆弧 或 G00 X45.25 Z0 //快速定位至起点 G02 U17.81 W-20.0 I18.929 K-3.554 F300 //执行顺时针圆弧插补,X 正向和 Z 负向移动距离分别为 17.8 和 20,圆弧起点 X 正向至圆心距离为 18.929,Z 负向至圆心距离为 3.554