G07.1:圆柱插补
G07.1 为圆柱插补指令。
因圆心向量不易计算,将以角度指定的旋转轴移动量转换为圆周移动量,进行轴之间的直线插补和圆弧插补。
支持展开圆柱侧面编程,便于创建圆柱凸轮开槽加工程序。
限制条件: 工件主轴需配伺服驱动或具备分度控制的变频器,否则工件主轴无法运动。
指令格式
G19 Z0 C0
G07.1 C_ F_
.....
G07.1 C0
描述
- C:圆柱插补半径值,必须大于等于 0
- F:圆柱表面切割速度(刀具与圆柱表面相对速度)
说明
开启/退出 G07.1 前,刀具半径补偿处于开启状态,需先关闭刀具半径补偿。
G07.1 使进给轴模式强制转换为 G98(mm/min),退出后恢复原来进给模式。
C 大于 0 时,进入圆柱插补;C 等于 0 时,取消圆柱插补。
圆柱插补程序段中使用的 G02/G03 圆弧插补只支持半径 R 编程。
圆柱插补半径 C、工件主轴转动角度 θ 与刀尖点移动量 S 关系如下:
s = θ / 180.0 × π × CG07.1 指令开启时,工件主轴进入位置控制模式;关闭时,恢复原来位置插补模式。
圆柱插补程序段中支持使用 G00、G01、G02、G03、G02.1、G03.1、G02.2、G03.2、G04、G19、G20、 G21、G28、G29、G30、G40、G41、G42、G52、G53、G65、G66、G67、G96、G97、G98。
范例
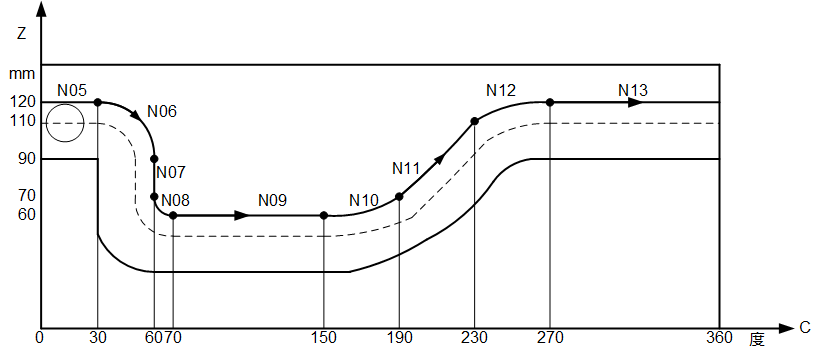
G00 Z100. C0 //快速定位至 Z100,C0
G19 Z0. C0 //选择 CZ 平面
G07.1 C57 //启动圆柱插补,圆柱半径值 57
G01 G42 Z120 F250
C30. //N05
G03 Z90. C60 R30 //N06:执行逆时针圆弧切削,半径为 30,进刀至 Z90,C60
G01 Z70. //N07:执行直线切削
G02 Z60. C70 R10 //N08:执行顺时针圆弧切削,半径为 10,进刀至 Z60,C70
G01 C150 //N09:执行直线切削,进刀至 Z60,C150
G02 Z70. C190 R75 //N10:执行顺时针圆弧切削,半径为 75,进刀至 Z70,C190
G01 Z110. C230 //N11:执行直线切削,进刀至 Z110,C230
G03 Z120. C270 R75 //N12:执行逆时针圆弧切削,半径为 75,进刀至 Z120,C270
G01 C360 //N13:执行直线切削,进刀至 Z120,C360
G40 Z100. //取消刀补
N15 G07.1 C0 //结束圆柱插补
M30 //结束程序