G30:任意参考点返回
G30 指令通常用于自动换刀位置和原点不同的情况。为了换刀方便,在距机械原点的适当位置以参数的方式设定另外的参考点,使刀具不必回到机械原点,从而提高换刀效率。
为安全起见,在执行 G30 前,必须取消刀补功能。
指令格式
G30 [P_] [X/U_] [Z/W_]
描述
- X/U:X 向中间点的绝对坐标(U 为增量值编程指令,指刀具移动的距离)
- Z/W:Z 向中间点的绝对坐标(W 为增量值编程指令,指刀具移动的距离)
- P:指定参考点。 P1:机械原点;P2:第二参考点;P3:第三参考点;P4:第四参考点。缺省值为 P2。
说明
G30 用法与 G28 的用法,除参考点不同外,其余动作均相同。
设定参考点:
- 第二参考点可通过参数 X/Y/Z/第四轴第二参考点机械坐标 设定。
- 第三参考点可通过参数 X/Y/Z/第四轴第三参考点机械坐标 设定。
- 第四参考点可通过参数 X/Y/Z/第四轴第四参考点机械坐标 设定。
数值范围为 -999999999~999999999,出厂值为 0。
刀具路径:
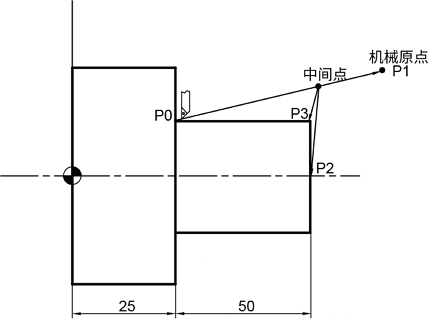
范例
T05 //选择 5 号刀具
G50 S1000 //限制主轴最高转速为 1000 rpm
G96 S100 M03 //主轴正转,表面速度为 100m/min,周速恒定
G30 P1 X25. Z30. //刀具移动至中间点机械原点
G30 P2 X50.0 Z60. //刀具移动至中间点第二参考点
G30 P3 X70. Z80. //刀具移动至中间点第三参考点
M30 //结束程序