G70:精车循环
处理经过粗车循环加工后的材料,使材料达到预期轮廓和尺寸。
指令格式
G70 P_ Q_
描述
- P:程序段开始段号,必须为正整数。
- Q:程序段结束段号,必须为正整数。
说明
P,Q 不为同一个值,且 Q>P。
G70 支持跳转执行之前的程序段,不支持向后跳转执行程序段。执行完之前的程序段后回到 G70 指令行继续向后执行。
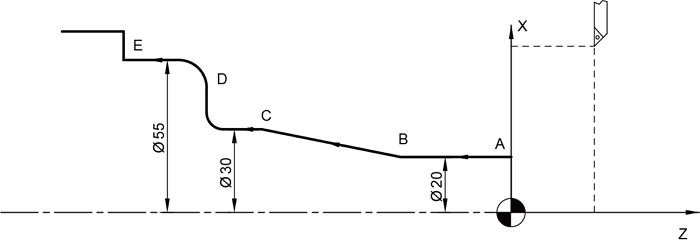
刀具路径如下图所示,按 A->B->C->D->E 路径加工一遍工件后,回到起始加工点:
G70 配合 G71-G73 车削循环指令使用,加工得到尺寸合适的工件。
范例
T01 //选择 1 号刀具
G50 S5000 //限制主轴最高转速为 5000 rpm
G96 S130 M03 //主轴正转,表面速度为 130m/min,周速恒定
G00 X140.0 Z30.0 //快速定位至切削起始点外 X140,Z30
G73 U15.0 W15.0 R3.0 // X、Z 轴每次切削的深度为 15,循环切削三次
G73 P01 Q02 U0.8 W0.2 F0.3 //循环执行程序段 N01 -> N02,X 轴和 Z 轴方向最后一次精车的预留间距分别为 0.8 和 0.2,进给速度为 0.3 mm/rev
N01 G00 X40.0 Z5.0
G01 Z-30.0
X50.0
X60.0 Z-35.0
Z-70.0
G02 X70.0 Z-75.0 R5.0
G01 X100.0
G03 X120.0 Z-85.0 R10.0
N02 G01 Z-105.0
G70 P01 Q02 //执行精车削循环,程序段为 N01 -> N02
M30 //结束程序