G75:横向(X轴)啄式切削循环
G75 指令为横向(X 轴)啄式切削循环,用于工件端面 X 轴截沟及在 X 轴啄式钻孔。如在外径上切削一沟槽,以方便螺牙退刀及避免终端切削出不完整的螺牙。此外,车床也常用切断刀具来切断工件,此时便需要 G75 指令来完成。
指令格式
模式一:G75 [R_]
模式二:G75 [X/U]_ [Z/W]_ P_ [Q_] [R_]
描述
模式一:指定 X 轴退刀量。
R:Z 轴退刀量。需指定正负号,省略时由参数 1062 啄式车削退刀量 设定。
模式二:指定终点坐标、切削深度和 Z 轴退刀量。
- X/U:单趟切削终点 X 轴坐标(U 为增量值编程指令,指刀具移动的距离)
- Z/W:加工终点 Z 轴坐标(W 为增量值编程指令,指刀具移动的距离)
- P:X 轴每一次切削移动长度,必须为正数。
- Q:Z 轴每一次切削深度,必须为正数。
- R:切削至单趟切削终点,Z 轴向退刀量。需指定正负号。
说明
R (模式二)省略或者为 0 时沿着原路径返回。
Q 省略值为 0 时,Z/W 必须设为 0。
Z/W 移动量大于 0 时,Q 值必须大于0。
P 值小于 0 时,一次车削到 Z 轴终点坐标。
G75 指令行模式一必须放在模式二前面才生效。
G75 指令起始点和终点一样时,直接忽略不执行。
刀具路径
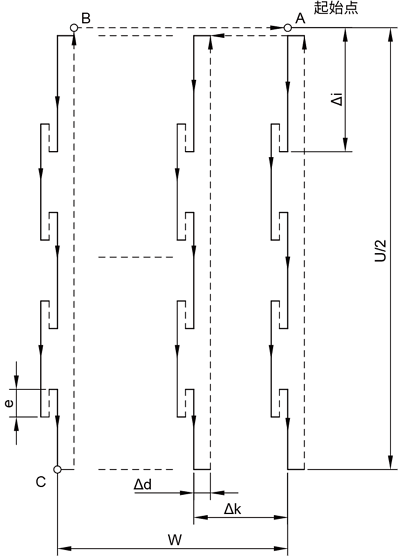
刀具路径描述:
- 循环前刀具快速定位至 A 点(起始点)。
- 执行 G75 后,切削刀具将由 A 点开始以渐进式切削,每次进刀 Δi 距离,即退刀 e 距离,切削至 X 指定坐标。
- Z 轴向退刀 Δd 距离。
- 快速退刀至平行相邻起始点的位置。
- 刀具向 X 轴移动 Δk 距离,继续相同的动作循环,最后到加工终点 B 点。
- 刀具自动由 B 点回归到 A 点,等待下一次循环切削。
范例
T05 //选择 5 号刀具
G50 S1000 //限制主轴最高转速为 1000rpm。
G96 S100 M03 //主轴正转,表面速度为 100 m/min,周速恒定
M08 //打开切削剂
G00 X70. Z20. //快速定位至切削起始点外 X70,Z20 处
X60. Z-15. //快速定位至切削起始点 X60,Z-15
G75 R1 // X 轴退刀量为 1
G75 X30. Z-35. P8 Q4 R0 F0.15 //指定终点坐标,X 轴每一次切削移动长度为 8,Z 轴每一次切削深度为 4,每一次切削终点的 Z 轴退刀量为 0
M09 //关闭切削剂
G28 X80. Z50. //运动至中间点并返回机械原点
M05 //停止主轴
M30 //结束程序