G76:复合型螺纹切削循环
G76 复合型螺纹切削固定循环可自动产生多次螺纹切削路径,完成螺纹加工。
给定所需参数,系统计算出切削此螺纹所需次数、每次切削深度及每次切削起点。
指令格式
模式一:G76 P([m_] [r_] [a_])[Q_] [R_])
模式二:G76 X/U_ Z/W_ [R_] [P_] [Q_] H/L_ F/E/I_
描述
模式一:设定参数。
- m:精车次数,设定值 1~99,小于等于 0 时缺省为 1。省略时由参数 1082 复合螺纹固定切削循环精车次数 设定。
- r:倒角退刀长度,设定值 0~99,需小于螺纹长度。省略时由参数 1083 复合螺纹固定切削循环倒角退刀长度(0.1 螺距) 设定。
- a:刀尖角度,设定值 0~99。省略时由参数 1084 复合螺纹固定切削循环刀尖角度 设定。
- Q:最小切削深度,必须为正数,且小于螺牙高度。省略时由参数 1085 复合螺纹固定切削循环最小切削深度 设定。
- R:X 方向精车预留量。省略时由参数 1086 复合螺纹固定切削循环精车预留量 设定。
模式二:指定 X / Z 终点坐标。
- X/U:X 轴终点坐标
- Z/W:Z 轴终点坐标
- R:锥度差异量。需指定正负号,缺省值为 0。
- P:螺纹高度。支持正负数,负数时取绝对值。
- Q:第一次切削深度。省略或为负数时,选用最小切削深度。
- F:公制螺纹导程(mm/牙),默认值为 1。
- E/I:英制螺牙导程(牙/inch)
- H/L:多螺牙个数。必须为正整数,缺省值为 1。
说明
模式一 P 的地址字 m、r、a 每一个占两位共 6 位,从右往左进行设定。
举例:060 表示刀尖角度为 60, 倒角退刀长度为 0,精车次数缺省。参数 1087 螺纹车削倒角角度(θ) 设定值需符合实际车牙刀角度。
参数 1088 螺纹退尾加速度 设定值需小于 G00 最大速度限制,也不可过小,否则会导致无法及时退到安全高度,使坏牙增多。
多线螺纹的螺纹导程根据参数 1089 多线螺纹 F 定义(1:相邻螺牙螺距;2:导程) 设定。
- 1:螺纹导程 = H * F/E/I
- 2:螺纹导程 = F/E/I
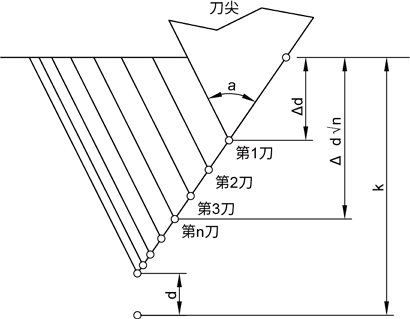
螺纹进刀方式与每一次的切削深度:
刀具路径
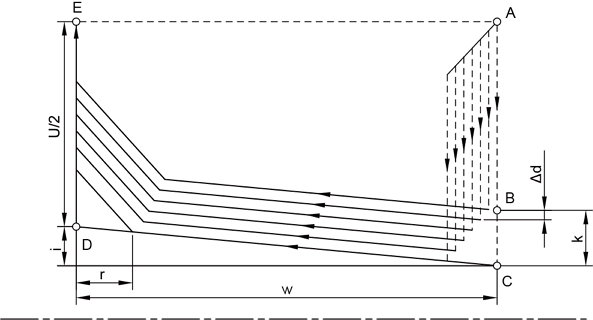
刀具路径描述:
- 循环前刀具快速定位至 A 点(起始点)。
- 执行 G76 后,切削刀具将沿着 A->B->E,以每一次设定的进刀量,完成粗车削螺纹。
- 粗车完成后,以所设精车预留量及精车次数,依次作等面积切削,完成螺纹精车。
- 最后一刀(A->C->D->E)结束后,刀具停留在 A 点,等待下一循环的切削。
范例
直线平行螺纹车削循环(三线螺纹)
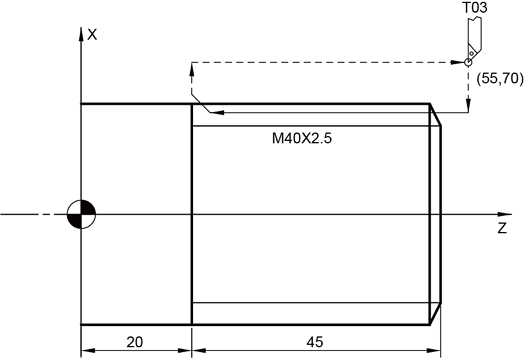
T03 //选择 3 号刀具 G97 S600 M03 //主轴正转为 600 rpm,转数恒定 G00 X50. Z70. //快速定位至循环起始点 M08 //打开切削剂 G76 P011060 Q0.15 R0.02 //执行复合型螺纹切削固定循环,精车次数为 1 次,倒角退刀长度为 10,刀尖角度为 60°,最小切削深度为 0.15mm,精车预留量为 0.02 mm G76 X36.75 Z20. R0. P1.624 Q1.H3 F2.5 //复合型螺纹切削固定循环之半径差为 0mm,螺纹深度为 1.624mm,第一刀进刀量为 1.0 mm,螺纹导程为 2.5 mm,车削三线螺纹 G28 X60. Z75. //快速至指定之中间点并返回机械原点 M09 //关闭切削剂 M05 //停止主轴 M30 //结束程序锥度螺纹车削循环(单线螺纹)
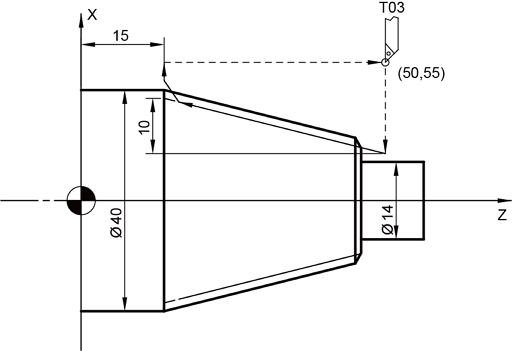
T03 //选择 3 号刀具 G97 S600 M03 //主轴正转为 600 rpm,转数恒定 G00 X50.0 Z55.0 //快速定位至循环起始点 M08 //打开切削剂 G76 P011060 Q0.15 R0.02 //执行复合型螺纹切削固定循环,精车次数为 1 次,倒角退刀长度为 10,刀尖角度为 60°,最小切削深度为 0.15mm,精车预留量为 0.02 mm G76 X36.75 Z15.0 R-10.0 P1.624 Q1.0 F2.5 //复合型螺纹切削固定循环的半径差为 10.0 mm,螺纹深度为 1.624mm,第一刀进刀量为 1.0 mm,螺纹导程为 2.5 mm,车削单线螺纹 G28 X60.0 Z70.0 //快速至指定的中间点并返回机械原点 M09 //关闭切削剂 M05 //停止主轴 M30 //结束程序